290 ISO Programming
4.21 Undercut Cycles
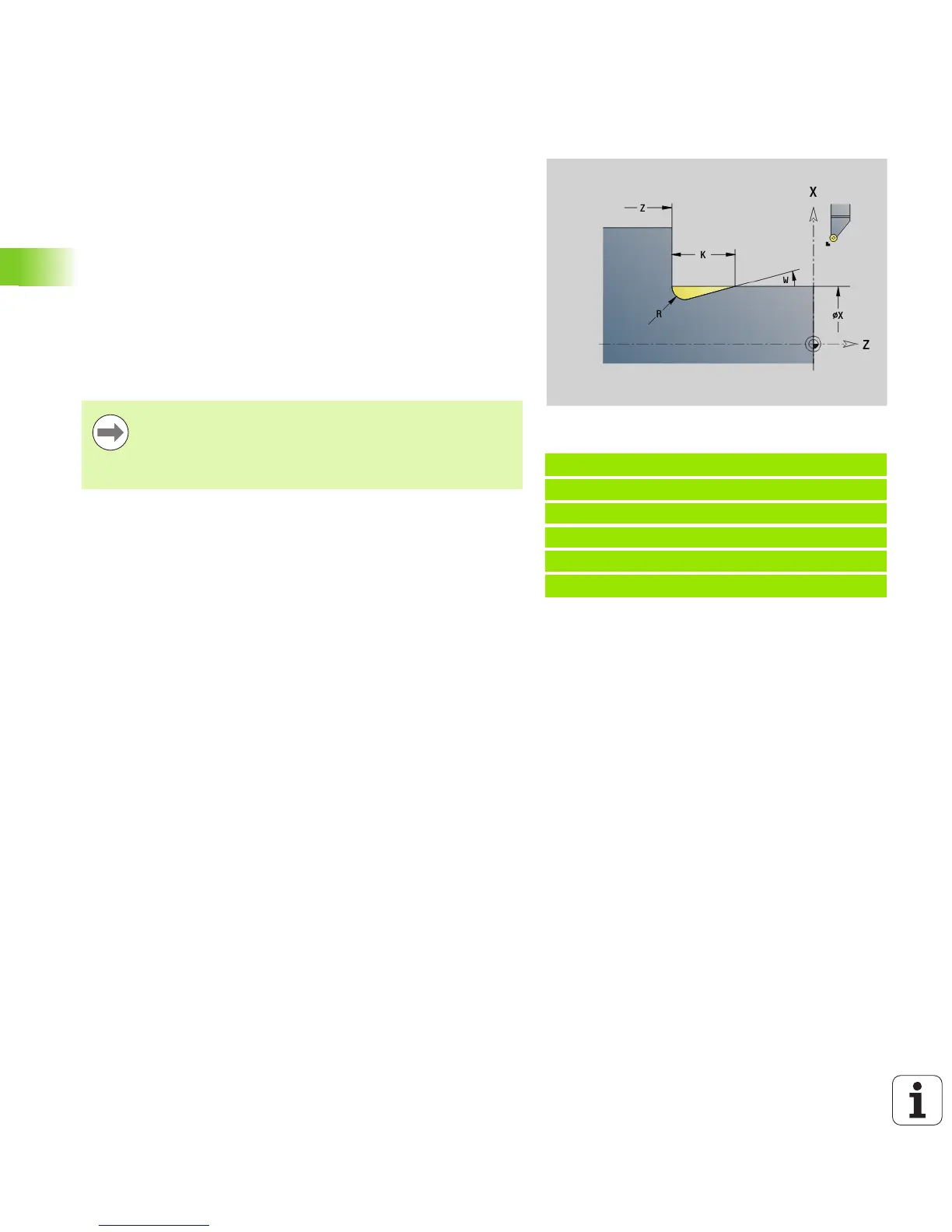
Undercut type H G857
G857 machines an undercut. The end point is determined from the
plunge angle in accordance with Undercut type H.
Tool position at the end of the cycle: Cycle starting point
Example: G857
%857.nc
[G857]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G857 X50 Z-30 K7 R2 W30
END
Parameters
X Corner point of contour (diameter)
Z Corner point of contour
K Undercut length
R Radius—no input: No circular element (tool radius = undercut
radius)
W Plunging angle—no input: W is calculated from K and R
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Cutting radius compensation: Active.
Oversizes: are not taken into account.

 Loading...
Loading...





