HEIDENHAIN MANUALplus 620 257
4.17 Contour-Based Turning Cycles
Repeat recessing cycle G740/G741
G740 and G741 are programmed before G860 to repeat the recessing
contour defined in Cycle G860.
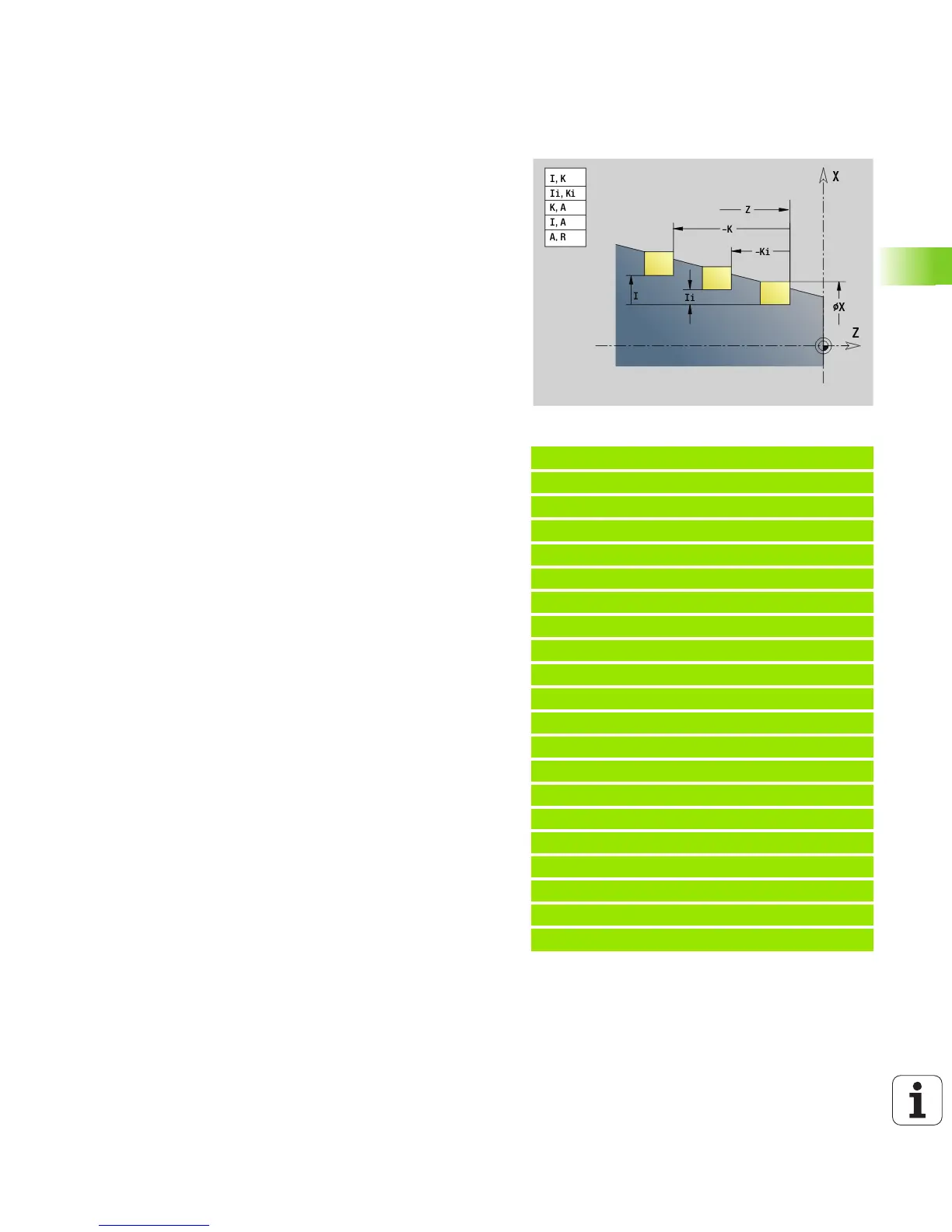
The following parameter combinations are allowed:
I, K
Ii, Ki
I, A
K, A
A, R
G740 does not support the parameters A and R.
Example: G740, G741
. . .
AUXILIARY CONTOUR ID"recess"
N 47 G0 X50 Z0
N 48 G1 Z-5
N 49 G1 X45
N 54 G1 Z-15
N 56 G1 Z-17
MACHINING
N 162 T4
N 163 G96 S150 G95 F0.2 M3
N 165 G0 X120 Z100
N 166 G47 P2
N 167 G741 K-50 Q3 A180
N 168 G860 I0.5 K0.2 E0.15 Q0 H0
N 172 G0 X50 Z0
N 173 G1 X40
N 174 G1 Z-9
N 175 G1 X50
N 169 G80
N 170 G14 Q0
. . .
Parameters
X Starting point X (diameter value) Shifts the starting point of
the recessing contour defined by G860 to this coordinate.
Z Starting point Z. Shifts the starting point of the recessing
contour defined by G860 to this coordinate.
I Distance between the first and last recessing contour (X
direction).
K Distance between the first and last recessing contour (Z
direction).
Ii Distance between the recessing contours (X direction).
Ki Distance between the recessing contours (Z direction).
Q Number of recessing contours
A Angle at which the recessing contours are arranged.
R Length. Distance between the first and last recessing
contour.
Ri Length. Distance between the recessing contours.

 Loading...
Loading...





