26 NC Programming
1.1 smart.Turn and ISO Programming
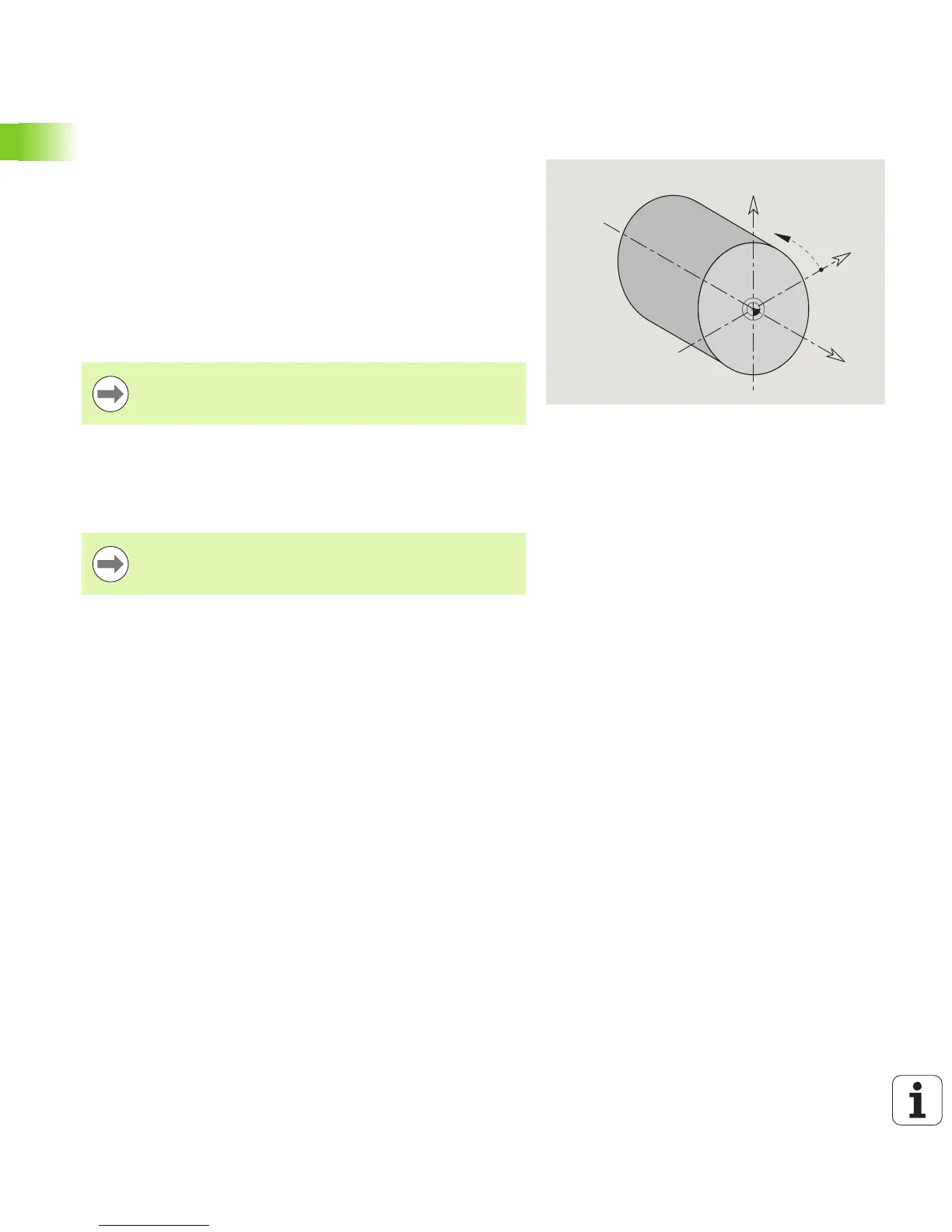
Linear and rotary axes
Principal axes: Coordinates of the X, Y and Z axes refer to the
workpiece zero point.
C axis as principal axis:
Angle data are given with respect to the zero point of the C axis.
C-axis contours and C-axis operations:
Positions on the front/rear face are entered in Cartesian
coordinates (XK, YK), or polar coordinates (X, C)
Positions on the lateral surface are entered in polar coordinates (Z,
C). Instead of C, the linear value CY is used (“unrolled” reference
diameter).
Units of measure
You write NC programs in metric or inch values. The unit of measure
is defined in the “Unit” box (See “HEADER section” on page 37.).
Elements of an NC program
An NC program consists of the following elements:
Program name
Program section codes
Units
NC blocks
Commands for program structuring
Comment blocks
The program name begins with “%” followed by up to 40 characters
(numbers, uppercase letters or underscore; no diacritical marks) and
the extension “nc” for main programs or “ncs” for subprograms. The
first character must be a number or a letter.
Program section codes: When you create a new NC program, certain
program section codes are already entered. You can add new codes
or delete existing ones, depending on your program requirements. An
NC program must contain at least the MACHINING and END section
codes.
The unit begins with this keyword followed by the identificaton of
the unit (ID“G...“). The following lines contain the G, M and T
functions of this machining block. The unit ends with
END_OF_UNIT followed by a check digit.

 Loading...
Loading...





