52 smart.Turn Units
2.2 Units—Roughing
2.2 Units—Roughing
"Longitudinal roughing in ICP" unit
The unit machines the contour described in the FINISHED program
section from "NS to NE". Any auxiliary contour defined in FK will be
used.
Unit name: G810_ICP / Cycle: G810 (see page 247)
Access to the technology database:
Machining operation: Roughing
Affected parameters: F, S, E, P
Contour form: see page 48
Cycle form
I, K Oversize in X, Z direction (I: diameter value)
P Maximum infeed
E Plunging behavior
E=0: Descending contours are not machined
E>0: Plunging feed rate
No input: Feed rate reduction depending on the plunge
angle—maximum 50%
SX, SZ Cutting limit (SX: diameter value)—(default: no cutting
limit)
A Approach angle (reference: Z-axis)—(default: parallel to Z
axis)
W Departure angle (reference: Z axis)—(default: orthogonal
to Z axis)
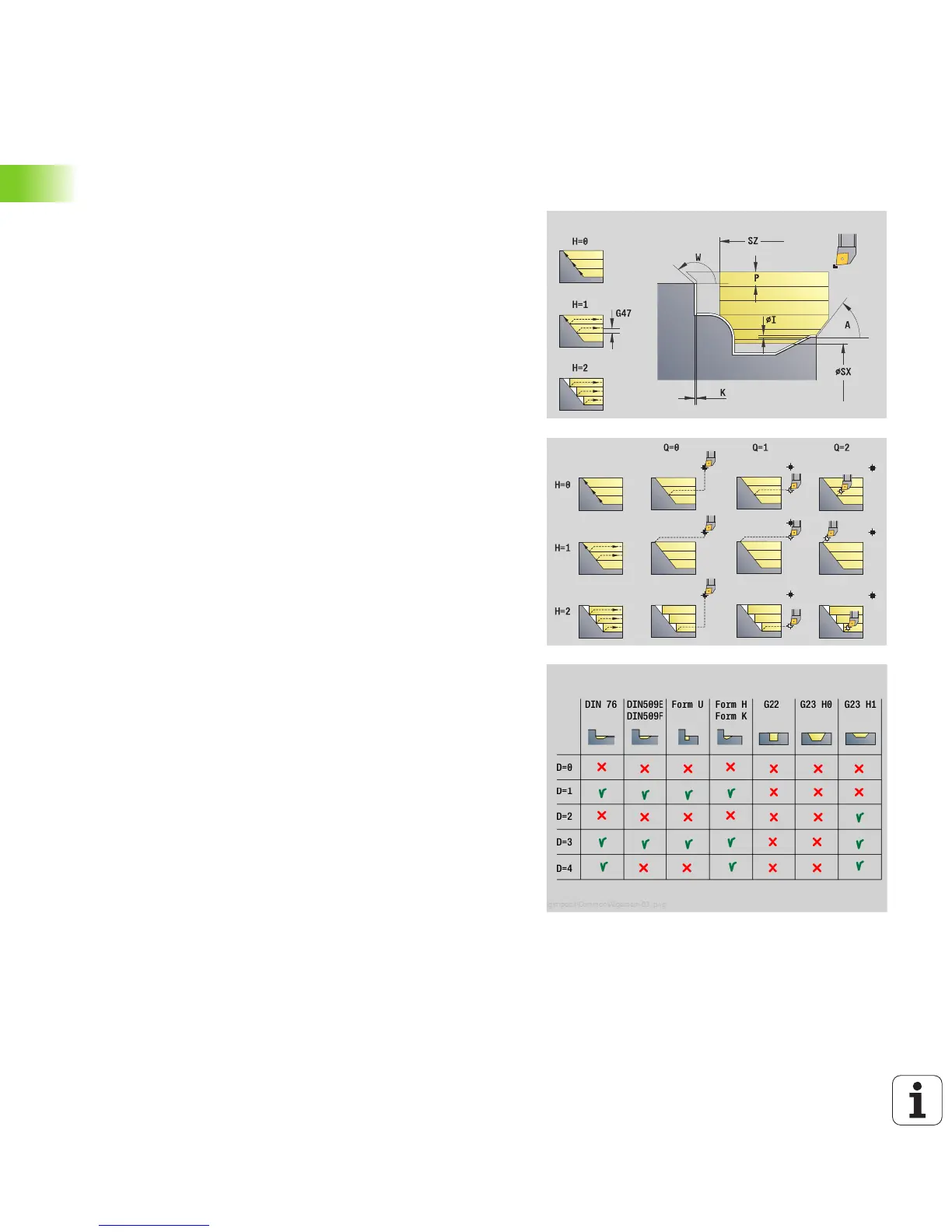
Q Type of retraction at end of cycle
0: Returns to starting point, first X, then Z direction
1: Positions in front of the finished contour
2: Retracts to safety clearance and stops
H Contour smoothing
0: With each cut (machine contour outline after each
pass)
1: With the last cut (retracts at 45°; contour smoothing
after last pass)
2: No smoothing (retracts at 45°; no contour smoothing)
D Omit elements (see figure)
Further forms: see page 46

 Loading...
Loading...





