56 smart.Turn Units
2.2 Units—Roughing
"Longitudinal roughing with direct contour
input" unit
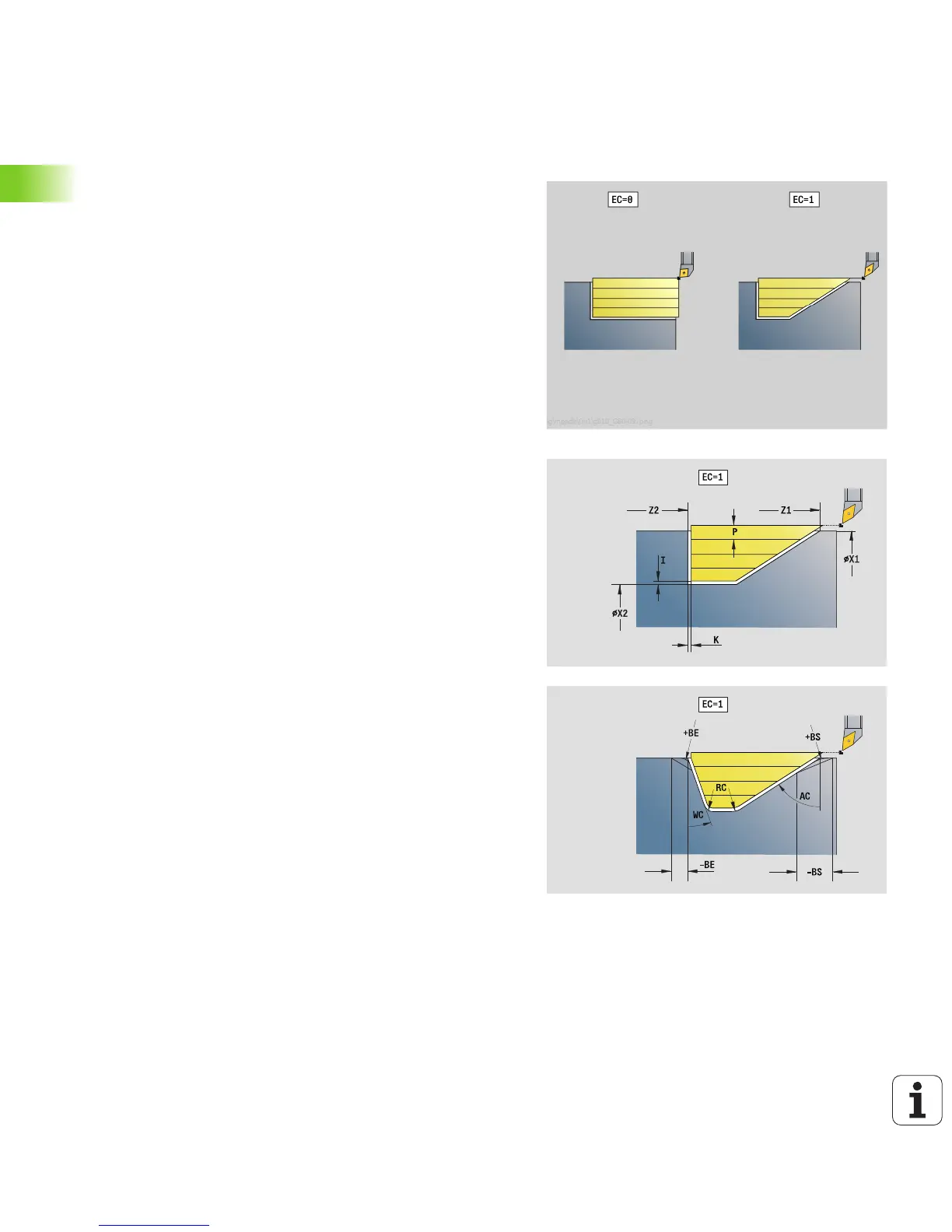
The unit machines the contour defined by the parameters. In EC you
define whether you want to machine a normal or a plunging contour.
Unit name: G810_G80 / Cycle: G810 (see page 247)
Access to the technology database:
Machining operation: Roughing
Affected parameters: F, S, E, P
Contour form
EC Type of contour
0: Normal contour
1: Plunging contour
X1, Z1 Contour starting point
X2, Z2 Contour end point
RC Rounding: Radius of contour corner
AC Start angle: Angle of the first contour element
(range: 0° < AC < 90°)
WC End angle: Angle of the last contour element
(range: 0° < WC < 90°)
BS Chamfer/radius at start:
BS>0: Radius of rounding arc
BS<0: Section length of chamfer
BE Chamfer/radius at end
BE>0: Radius of rounding arc
BS<0: Section length of chamfer
Cycle form
P Maximum infeed
I, K Oversize in X, Z direction (I: diameter value)
E Plunging behavior
E>0: Plunging feed rate
No input: Feed rate reduction depending on the plunge
angle—maximum 50%
H Contour smoothing
0: With each cut (machine contour outline after each
pass)
1: With the last cut (retracts at 45°; contour smoothing
after last pass)
2: No smoothing (retracts at 45°; no contour smoothing)
APP Approach: see page 51
Further forms: see page 46

 Loading...
Loading...





