HEIDENHAIN MANUALplus 620 281
4.19 Thread Cycles
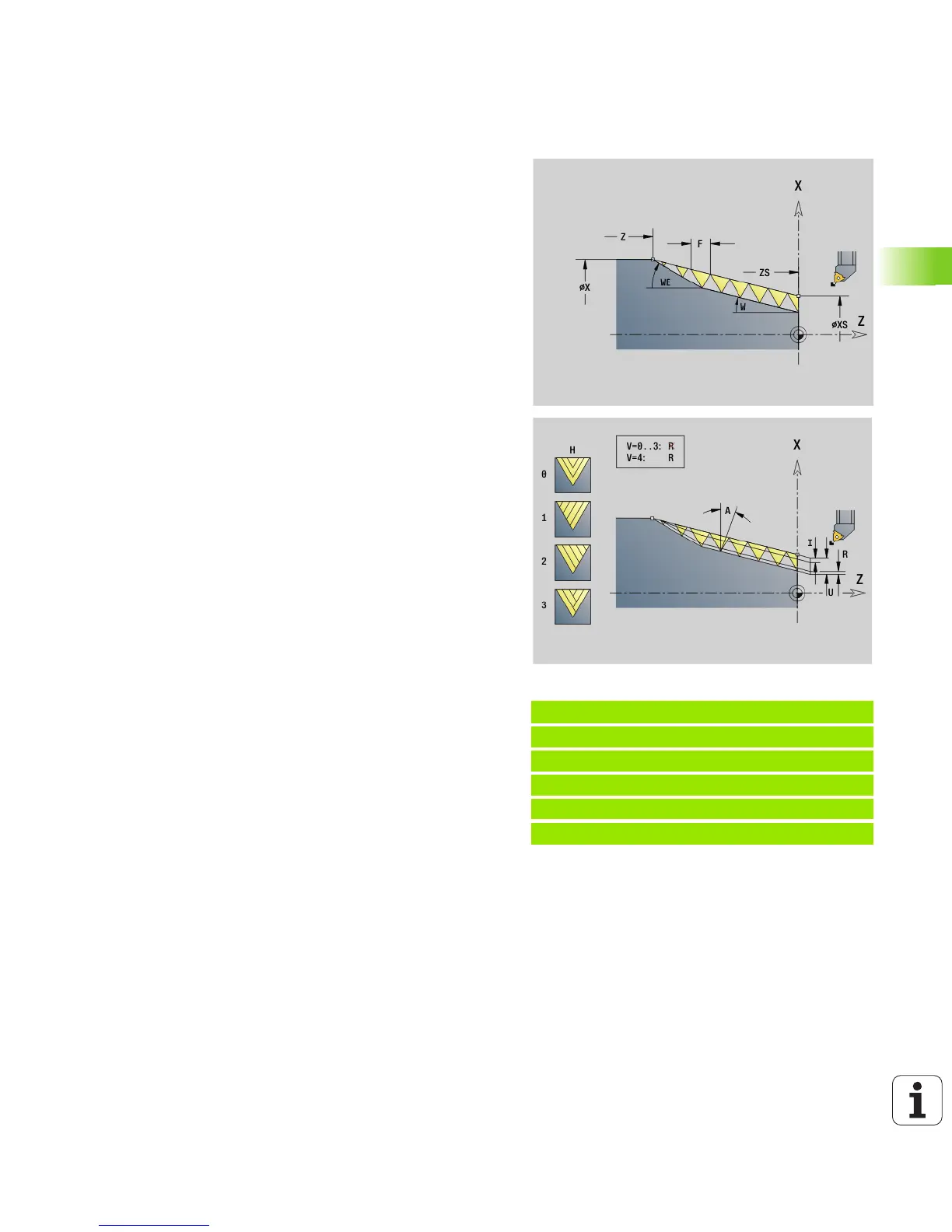
Tapered API thread G352
This cycle cuts a tapered single or multi-start API thread. The depth of
thread decreases at the overrun at the end of thread.
Example: G352
%352.NC
[G352]
N1 T5 G97 S1500 M3
N2 G0 X13 Z4
N3 G352 X16 Z-28 XS13 ZS0 F1.5 U-999 WE12
END
Parameters
X End point of thread (diameter)
Z End point of thread
XS Starting point for thread (diameter)
ZS Starting point for thread
F Thread pitch
U Thread depth
U>0: Internal thread
U<=0: External thread (lateral surface or front face)
U= +999 or –999: Thread depth is calculated
I Maximum approach (infeed) (default: I is calculated from the
thread pitch and the thread depth)
V Approach (type of infeed) (default: 0)
0: Constant cross section for all cuts
1: Constant infeed
2: W/ remaining cutting (with distribution of remaining
cuts). First infeed = Remainder of the division of thread
depth/cutting depth. The last cut is divided into four partial
cuts: 1/2, 1/4, 1/8 and 1/8
3: Infeed is calculated from the pitch and spindle speed
4: Same as MANUALplus 4110
H Type of offset for smoothing the thread flanks (default: 0)
0: Without offset
1: Offset from the left
2: Offset from the right
3: Tool is offset alternately from the right and left
A Approach (infeed) angle (range: –60° < A < 60°; default 30°)
A>0: Infeed on right thread flank
A<0: Infeed on left thread flank
R Depth of remaining cuts—only in conjunction with approach
type V=4 (same as MANUALplus 4110)
W Cone (taper) angle (range: –45° < W < 45°, default: 0°)
WE Run-out angle (range: 0° < WE < 90°, default: 12°)
D Threads per unit (number of thread turns) for multi-start
thread
Q Number of no-load (air) cuts after the last cut (for reducing the
cutting pressure in the thread base)—(default: 0)
C Starting angle (thread start is defined with respect to
rotationally nonsymmetrical contour elements)—(default: 0)

 Loading...
Loading...





