HEIDENHAIN MANUALplus 620 41
1.4 Tool Programming
1.4 Tool Programming
The designations of the tool pockets are fixed by the machine tool
builder. Each tool holder has a unique T number.
In the T command (MACHINING section) you program the T number,
and therefore the position to which the tool carrier rotates. The
MANUALplus retrieves the assignment of the tools to the turret
position from the tool list of the TURRET section.
You can edit the tool entries individually, or you can call the tool list via
the Set up the tool list menu item and then edit it.
Setting up a tool list
In the “Set up the tool list” function, the MANUALplus provides the
turret assignment as a tool list for editing.
You have the following options:
Editing the turret assignment: Transfer tools from the database,
delete entries or move them to other positions (for soft keys see
table).
Loading the tool list of the Machine mode of operation.
Deleting the current turret assignment of the NC program.
Loading the tool list of the Machine mode of operation:
U Select “Head > Set up the tool list”.
U Switch to “Special functions":
U Load the tool list of the Machine mode of operation
into the NC program.
Deleting a tool list:
U Select “Head > Set up the tool list”.
U Switch to “Special functions":
U Delete all entries of the tool list.
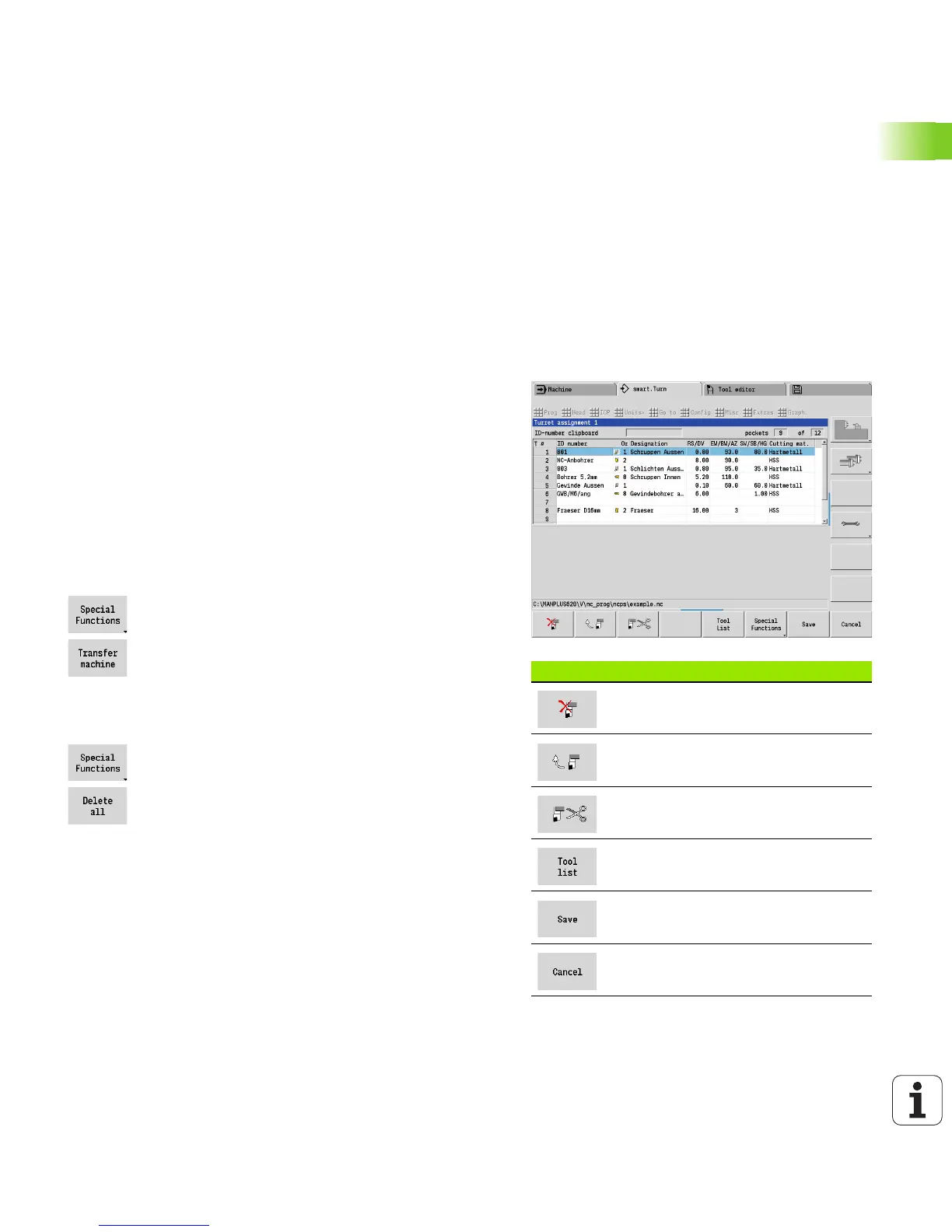
Soft keys in turret list
Delete entry.
Paste entry from clipboard.
Cut out entry and save it in the clipboard.
Show entries in the tool database.
Save the turret assignment.
Close the tool list. You decide whether
the changes made remain in effect.

 Loading...
Loading...





