424 DIN Programming for the Y Axis
5.7 Milling Cycles for the Y Axis
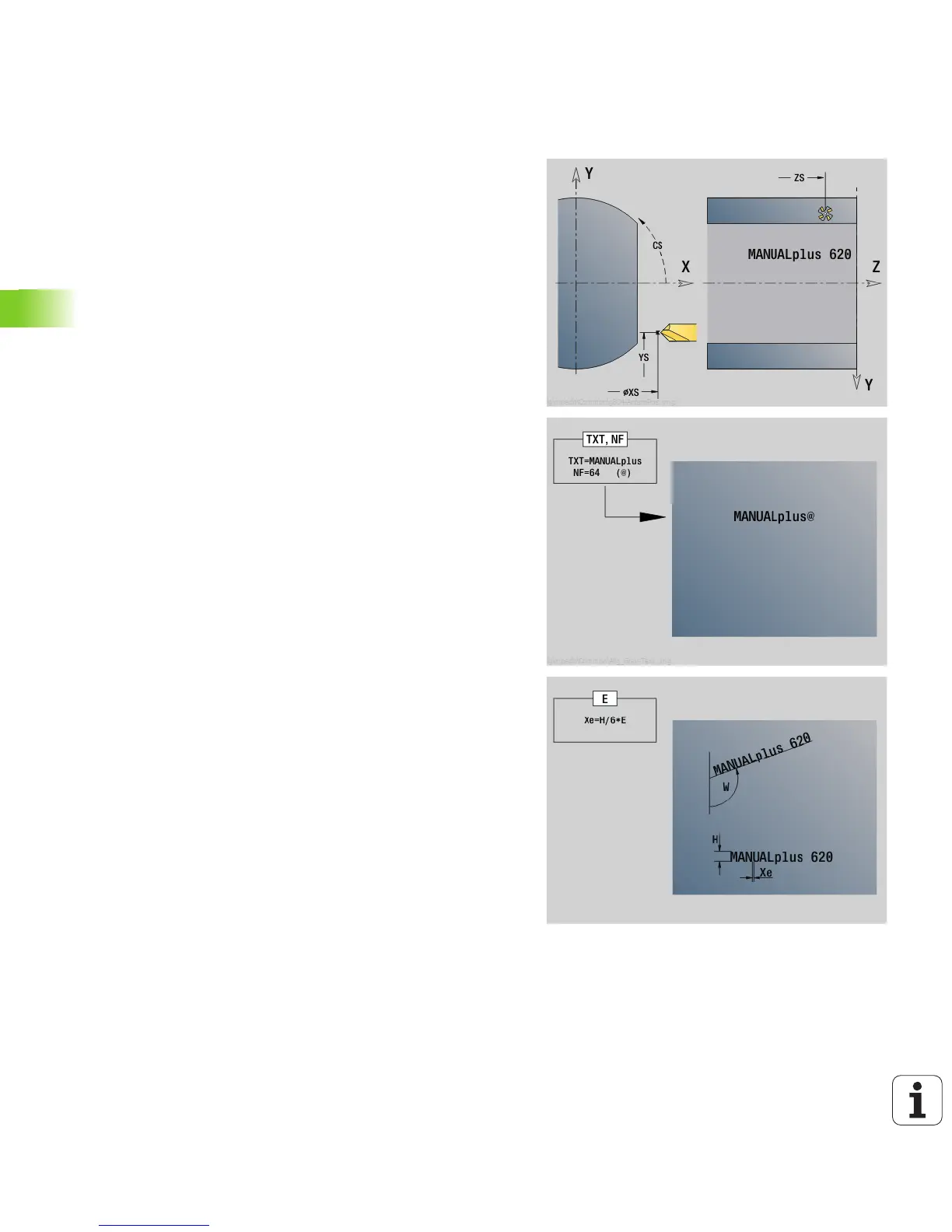
Engraving in the YZ plane G804
The cycles start engraving from the starting position or from the
current position, if no starting position is defined.
Example: If a character string is engraved with several calls, define the
starting position in the first call. All other calls are programmed without
a starting position.
G804 engraves character strings aligned linearly in the YZ plane.
Character set: see page 345
Parameters
Y, Z Start point
X Final point (diameter). X position, infeed depth during milling.
RB Return plane. X position retracted to for positioning.
ID Text to be engraved
NF Character number. ASCII code of the character to be
engraved
H Font height
E Distance factor (for calculation see figure)
E Distance factor. The distance between the characters is
calculated according to the following formula: H / 6 * E

 Loading...
Loading...





