P4: PLC for SINUMERIK 828D
14.6 Function interface
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1187
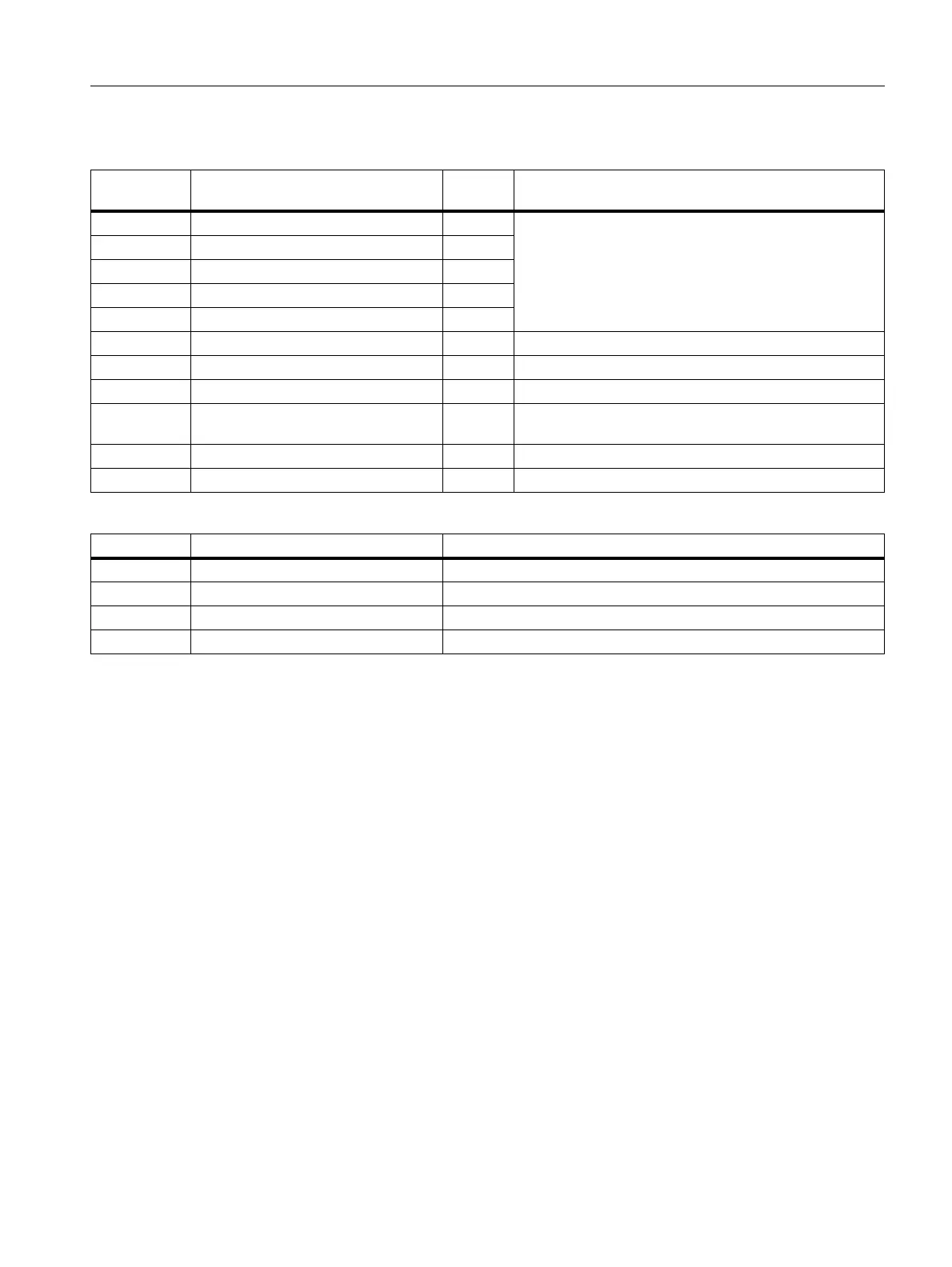
14.6.4.10 Positioning axis inch with handwheel override
DB380x PLC → NCK control signals
Valid
values
Remark
DBX3002.0 Incremental 0|1 Only one of the bits must be set, if all bits are 0, then this
means absolute positioning.
DBX3002.1 Shortest distance 0|1
DBX3002.5 Direction of rotation as for M4 0
DBX3003.0 Absolute, negative direction 0|1
DBX3003.1 Absolute, positive direction 0|1
DBD3002.2 Traversing dimension inch 1 Traversing dimension inch
DBD3002.3 Handwheel override 1 Override ON
DBD3004 Setpoint position/setpoint distance REAL for "incremental": Setpoint distance
DBD3008 Feedrate velocity REAL if = 0, the value is taken from machine data
POS_AX_VELO (unit as set in machine data).
DBX3000.7 Start positioning axis 0|1 Reset does not result in a stop!
DBX2.2 Delete distance-to-go, spindle reset 0|1 Interrupt signal, exits the function
DB390x NCK → PLC status signals Remark
DBX3000.7 Positioning axes active Also 1, if override = 0 or setpoint position reached.
DBX3000.6 Position reached 1: Axis has reached the setpoint position.
DBX3000.1 Error 1: Error when traversing, evaluate error number in DBB3003!
DBB3003 Error number

 Loading...
Loading...














