W1: Tool offset
18.7 Cutting data modification for tools that can be rotated
Basic Functions
Function Manual, 09/2011, 6FC5397-0BP40-2BA0
1531
18.7.6 Modifications during rotation of milling and tapping tools
The cutting edge position is recalculated appropriately during a rotation of a milling or tapping tool. Cut direction
and tool angle (clearance angle or holder angle) are not defined for milling and tapping tools so that the change
in cutting edge position is derived exclusively from the rotation. Thus, for milling and tapping tools, the cutting
edge position always changes when the amount of rotation with reference to the zero setting is more than 45°.
18.7.7 Parameter assignment
Reaction to errors
Different fault conditions can occur during the activation of the "Cutting edge data modification for rotary tools"
function (via explicit call with CUTMOD or through a tool selection).
For each of these possible fault conditions, one can define whether the error is to trigger an alarm output,
whether such an alarm is only to be displayed (warning), or whether additionally the interpretation of the part
program must be cancelled. The setting is done via the following machine data:
MD20125$MC_CUTMOD_ERR
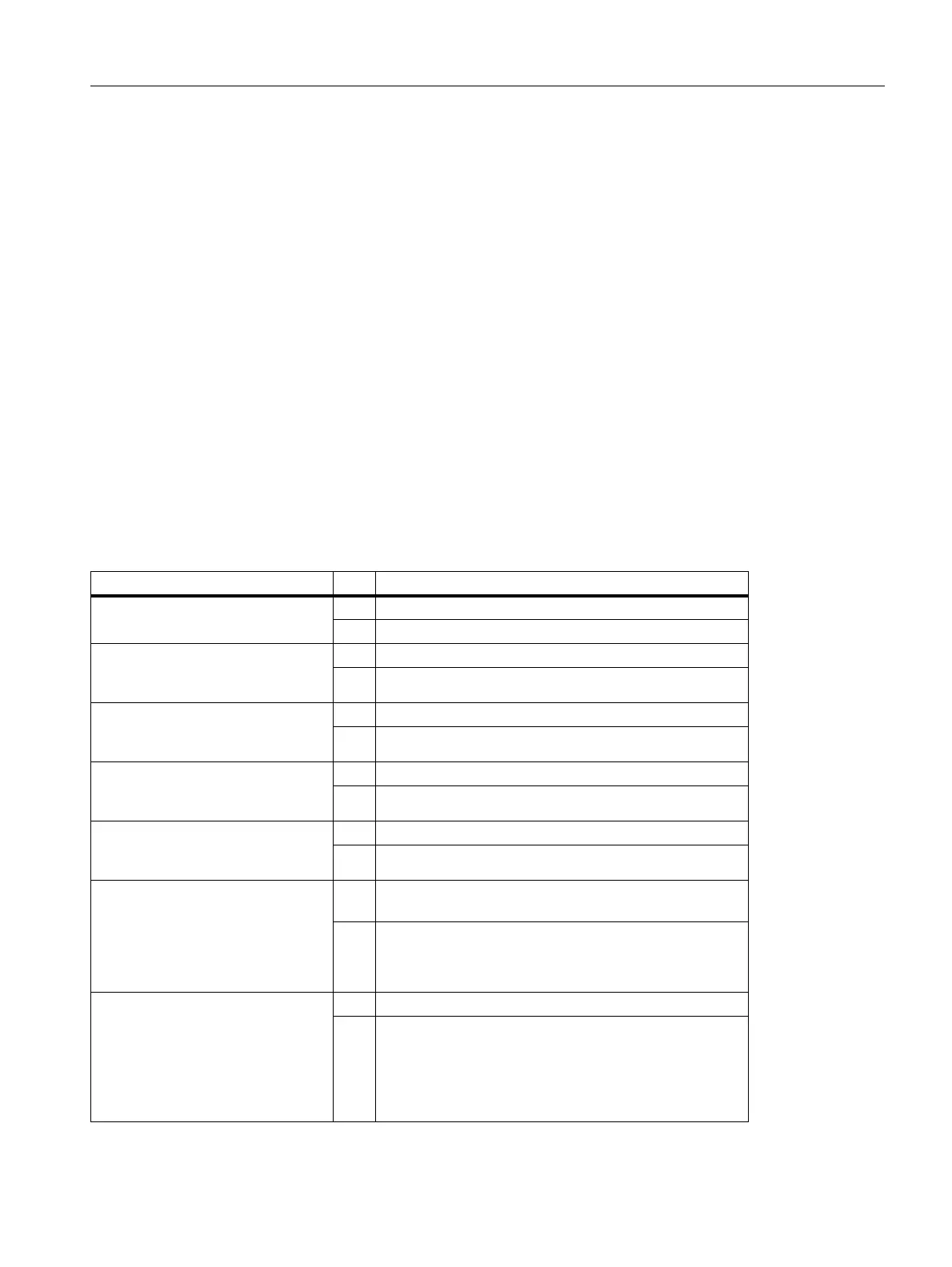
Two bits of the machine data are assigned to each fault condition:
Fault condition Bit Description
No valid cut direction is defined for
the active tool.
0 Alarm output for error "Invalid cut direction"
1 Program stop for error "Invalid cut direction"
The cutting edge angle (clearance
angle and holder angle) of the
active tool are both zero.
2 Alarm output for error "Not defined cutting edge angle"
3 Program stop for error "Not defined cutting edge angle"
The clearance angle of the active
tool has an impermissible value
(<0° or >180°).
4 Alarm output for error "Invalid clearance angle"
5 Program stop for error "Invalid clearance angle"
The holder angle of the active tool
has an impermissible value (<0° or
>90°).
6 Alarm output for error "Invalid holder angle"
7 Program stop for error "Invalid holder angle"
The plate angle of the active tool
has an impermissible value (<0° or
>90°).
8 Alarm output for error "Invalid plate angle"
9 Program stop for error "Invalid plate angle"
The cutting edge position - holder
angle combination of the active tool
is not permitted (the holder angle
must be ≤ 90° for cutting edge
position 1 to 4; for cutting edge
positions 5 to 8 it must be ≥ 90°).
10 Alarm output for error "Invalid cutting edge position -
holder angle combination"
11 Program stop for error "Invalid cutting edge position -
holder angle combination"
Inadmissible rotation of the active
tool (the tool was rotated from the
active machining plane by ±90°
(with a tolerance of about 1°).
Hence the cutting edge position is
no longer defined in the machining
plane.
12 Alarm output for error "Invalid rotation"
13 Program stop for error "Invalid rotation"

 Loading...
Loading...














