W1: Tool offset
18.5 Tool radius compensation 2D (TRC)
Basic Functions
1458 Function Manual, 09/2011, 6FC5397-0BP40-2BA0
18.5 Tool radius compensation 2D (TRC)
18.5.1 General
Why TRC?
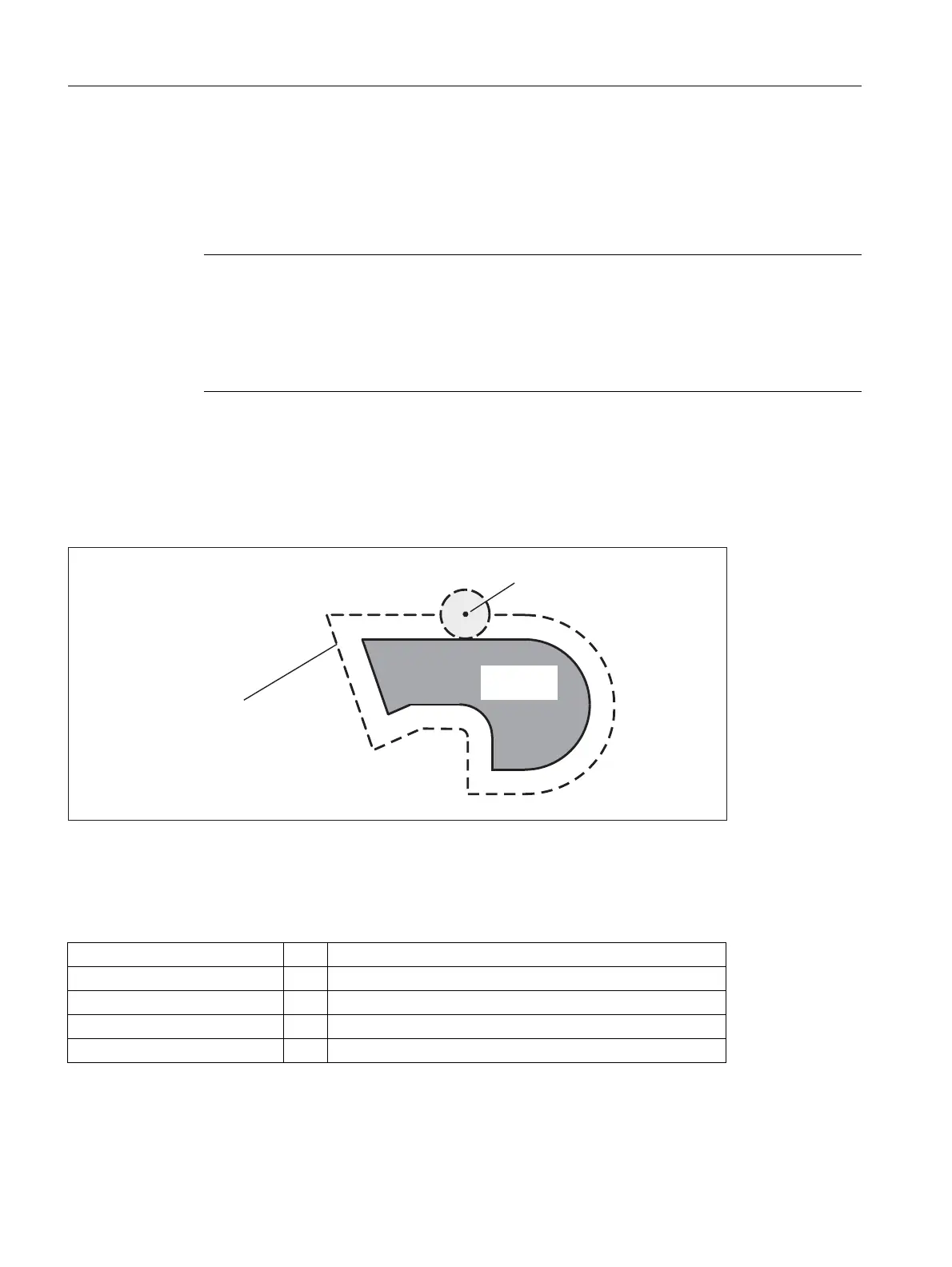
The contour (geometry) of the workpiece programmed in the part program should be independent of the tools
used in production. This makes it necessary to draw the values for the tool length and tool radius from a current
offset memory. Tool radius compensation can be used to calculate the equidistant path to the programmed
contour from the current tool radius.
Figure 18-11 Workpiece contour (geometry) with equidistant path
TRC on the plane
TRC is active on the current plane (G17 to G19) for the following types of interpolation:
Note
For tool radius compensation (WRK) see:
References:
/PG/ Programming Manual Fundamentals
Only the Programming Guide contains a complete technical description of the tool radius
compensation (TRC) and its special aspects.
• Linear interpolation ...
G0,G1
• Circular interpolation ...
G2, G3, CIP
• Helical interpolation ...
G2,G3
• Spline interpolation ...
ASPLINE, BSPLINE, CSPLINE
• Polynomial interpolation ...
POLY
7RRO
3DWKRIWKHWRROFHQWHUSRLQW
DWHTXDOGLVWDQFHWRWKH
FRQWRXUHTXLGLVWDQWSDWK
:RUNSLHFH
FRQWRXU

 Loading...
Loading...














