21.3.4 Manufacturer cycle for tool change CUST_T and CUST_M6
Function
The two cycles are used to track the T preparation (CUST_T) and the tool change (CUST_M6)
according to SERUPRO. In so doing, depending on the specific tool holder, the following is
output:
● Last programmed change
● Last programmed preparation
Precondition
The cycles can only be used when tool management is active.
Sequence
The two cycles are called in the "SERUPRO-END-ASUB", which also provides the two transfer
parameters.
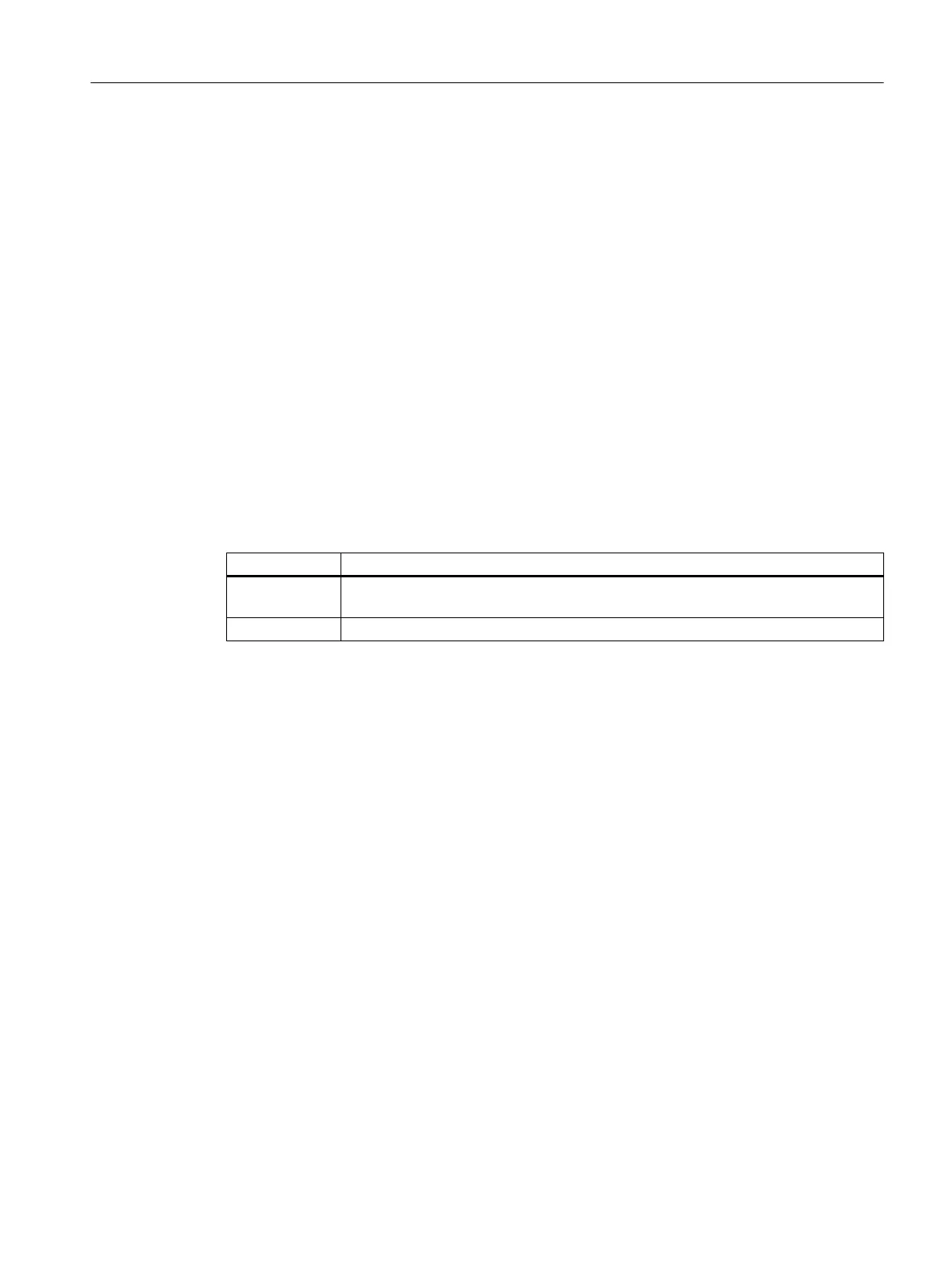
Parameter Meaning
_THnr Tool holder or master spindle number that was programmed for the change or the
preparation.
_MTHnr Number of the active tool holder or master spindle at the time of programming.
The cycles themselves do not contain and "machine logic". Pure data operations are performed.
The active tool holder or the master spindle is saved.
Using the transfer parameter, the situation at the time of the T or M6 programming is
determined. This situation is established, T and/or M06 output or a branch is made into the
manufacturer cycles. After the output of T and M06 or after returning from the manufacturer
cycles, the tool holder, saved at the beginning, is reactivated.
A change cycle can then only be called without any restriction, if the corresponding queries
such as program test, block search,...exist.
Technologies and cycles
21.3 Manufacturer cycles
SINUMERIK Operate (IM9)
Commissioning Manual, 12/2017, 6FC5397-1DP40-6BA1 513

 Loading...
Loading...











