18 ENGINE
224
312228-10
–
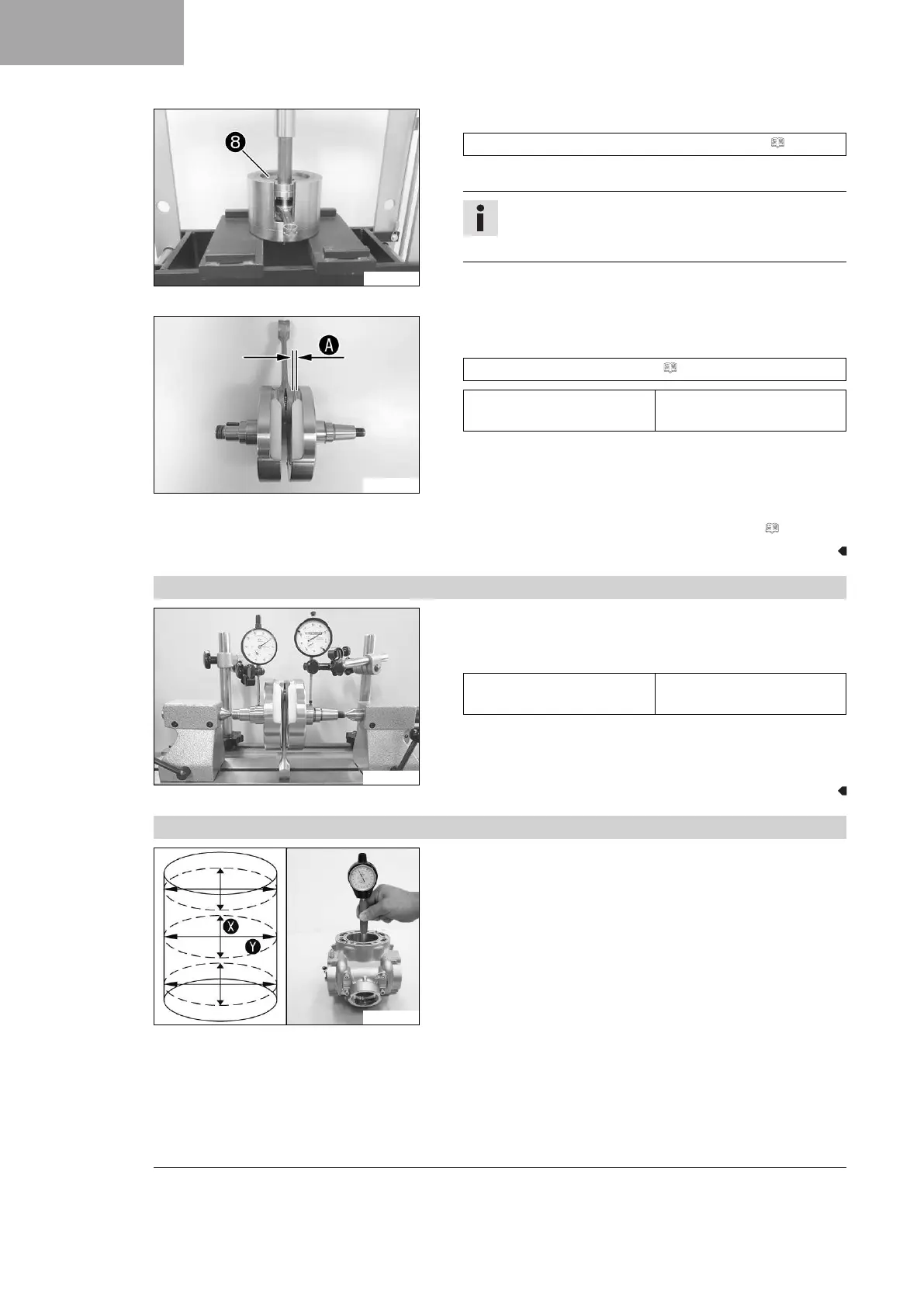
Position special tool
8
with the heel pointing down.
Crankshaft pressing tool insert (54829108000) ( p. 365)
–
Press in the upper crankweb as far as possible.
Info
The press mandrel must be positioned over the crank
pin.
– Take the crankshaft out of the special tool and check that the
connecting rod can move freely.
B04452-10
–
Measure axial play
A
between the connecting rod and the
crankwebs using the special tool.
Feeler gauge (59029041100) ( p. 369)
Connecting rod - axial play of
lower conrod bearing
0.60 … 0.70 mm (0.0236
… 0.0276 in)
» If the measured value is less than the specification:
– Correct it so the dimension is equal to the specified
value.
Finishing work
– Check the crankshaft run-out at the bearing pin. ( p. 224)
18.5.6 Checking the crankshaft run-out at the bearing pin
B04454-10
– Position the crankshaft on a roller block.
– Turn the crankshaft slowly.
– Check the crankshaft run-out on both bearing pins.
Crankshaft - run-out at bear-
ing pin
≤ 0.03 mm (≤ 0.0012 in)
» If the crankshaft run-out at the bearing pin is larger than
the specification:
– Align the crankshaft.
18.5.7 Checking/measuring the cylinder
D04501-10
– Check the cylinder bearing surface for damage.
» If the cylinder bearing surface is damaged:
– Change the cylinder and piston.
– Measure the cylinder diameter at several locations on
the
X
and
Y
axes using a micrometer to identify oval wear.
 Loading...
Loading...



