7-65
POWR
Power unit
Refacing the valve seat
After every lapping procedure, make sure
to clean off any remaining lapping com-
pound from the cylinder heads and the
valves.
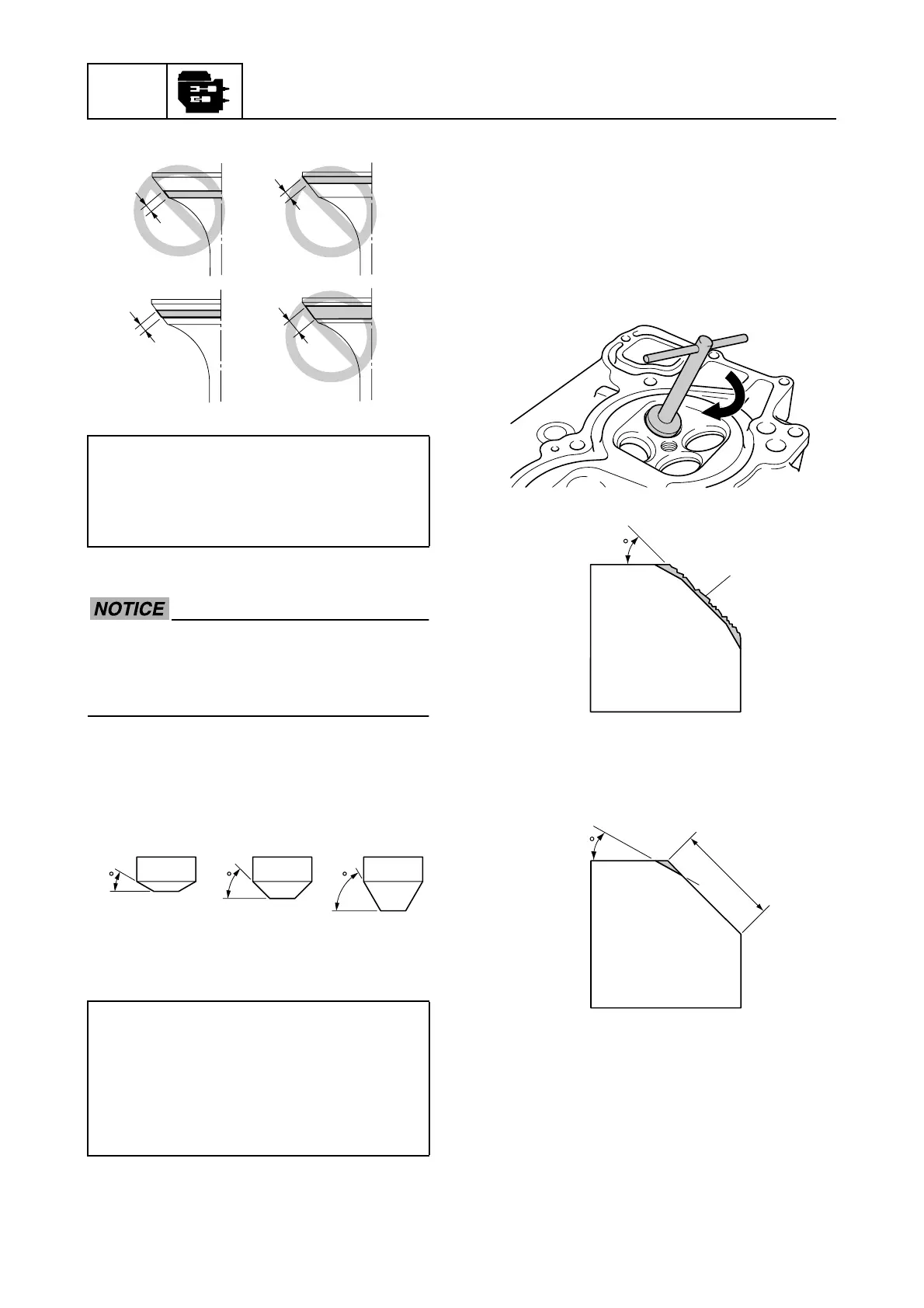
1. Reface the valve seat using the special
service tools.
2. Cut the surface of the valve seat using a
45° cutter by turning the cutter clockwise
until the valve seat face has become
smooth. NOTICE: Do not over cut the
valve seat. To prevent chatter marks,
make sure to turn the cutter evenly
using a downward force of 40–50 N
(4.0–5.0 kgf, 8.8–11.0 lbf).
a Slag or rough surface
3. Adjust the top edge of the valve seat con-
tact width using a 30° cutter.
b Previous contact width
4. Adjust the bottom edge of the valve seat
contact width using a 60° cutter.
Valve seat contact width a:
Intake:
1.100–1.400 mm (0.0433–0.0551 in)
Exhaust:
1.400–1.700 mm (0.0551–0.0669 in)
Valve seat cutter holder: 90890-06316
Valve seat cutter:
30° (intake): 90890-06817
30° (exhaust): 90890-06326
45° (intake): 90890-06816
45° (exhaust): 90890-06325
60° (intake and exhaust): 90890-06324
30 45 60
45
a
30
b

 Loading...
Loading...



