Measure with the arm
H00007091 - Absolute Arm User Manual │Version 5.2.0 (2019-03-07) │131
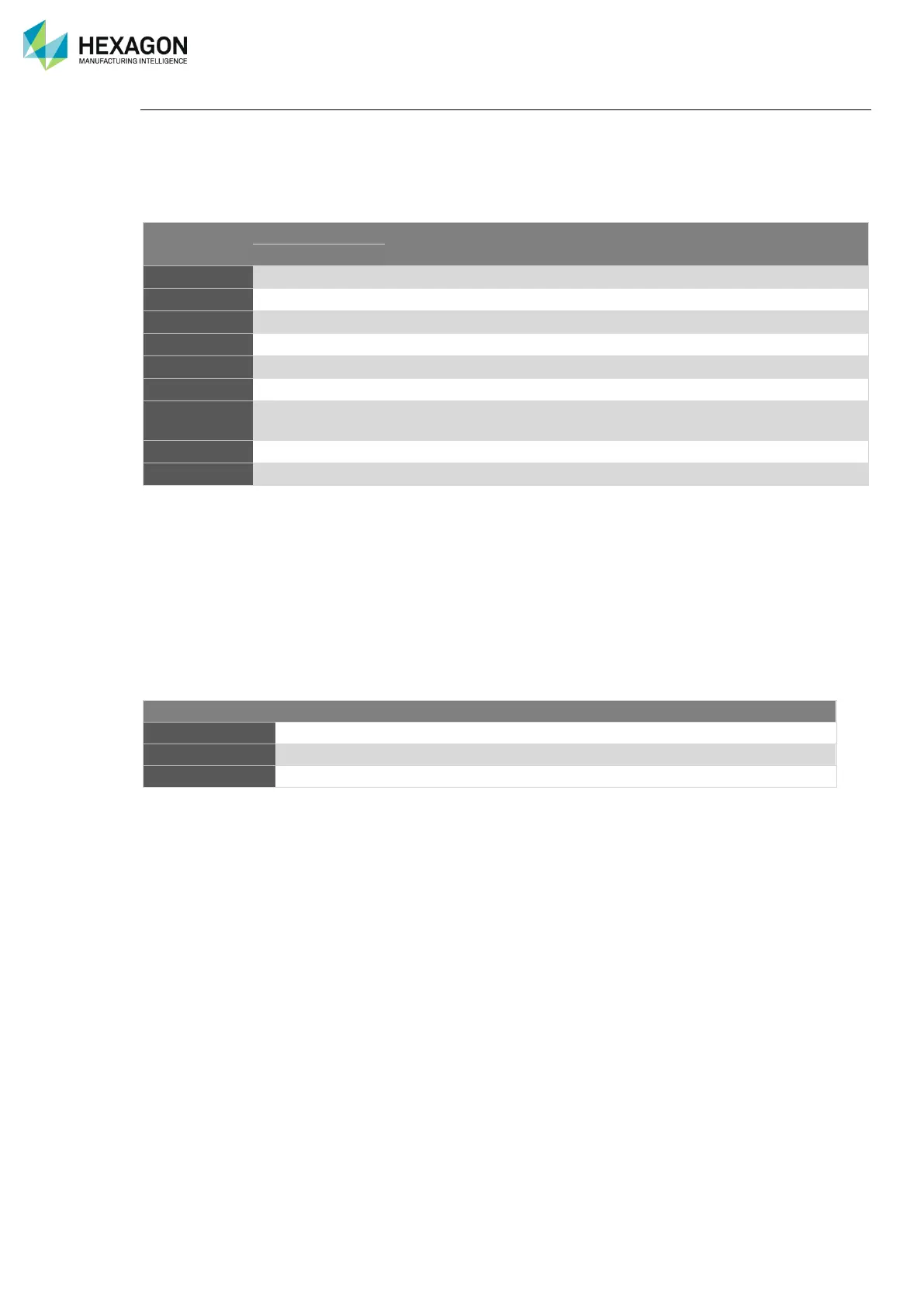
Number of points to probe
From a purely theoretical point of view, each type of feature needs a minimum number of points to be
calculated.
For example, a plane needs at least 3 points to give a value.
However, it is vital to take at least one additional point (for ex. 4 points for a plane), to control the shape
error, due to the feature itself or to the measurement.
One on each corner + one at the centre of the plane
Regularly distributed at 90° each other
4 on each end (at 90° each other) + 2 at the middle of the cylinder
One on end + one at the middle of the line
4 on each end (at 90° each other) + 2 at the middle of the cone
4 on the hemisphere + 4 at 45° latitude and rotated 45° from the
hemisphere points + summit
Each point is independent.
The more points taken, the better the measurement will be; 1000 points will give a better average calculation
than 5 points. Using burst points (keeping BT pressed) is a quick and easy way to take such a high number
of points. However, during burst points, the user must take care to always keep the probe in contact with
the part surface.
Most of the time, it is not necessary to take such a high number of points (the measurement stabilizes after
a certain number of points), except if the feature to measure has very bad shape error, or if it is very small
… (see after).
Depending on the functionality and size of the feature, on the expected accuracy, more or less points have
should be probed, from 4 to 500 for example.
 Loading...
Loading...