Tightening
9836 3521 01 379
6.6.4 Monitoring Check – Monitoring Yield point torque and angle
The monitoring checks Angle from Yieldpoint and Torque from Yieldpoint are described as one item since
their configuration is very similar.
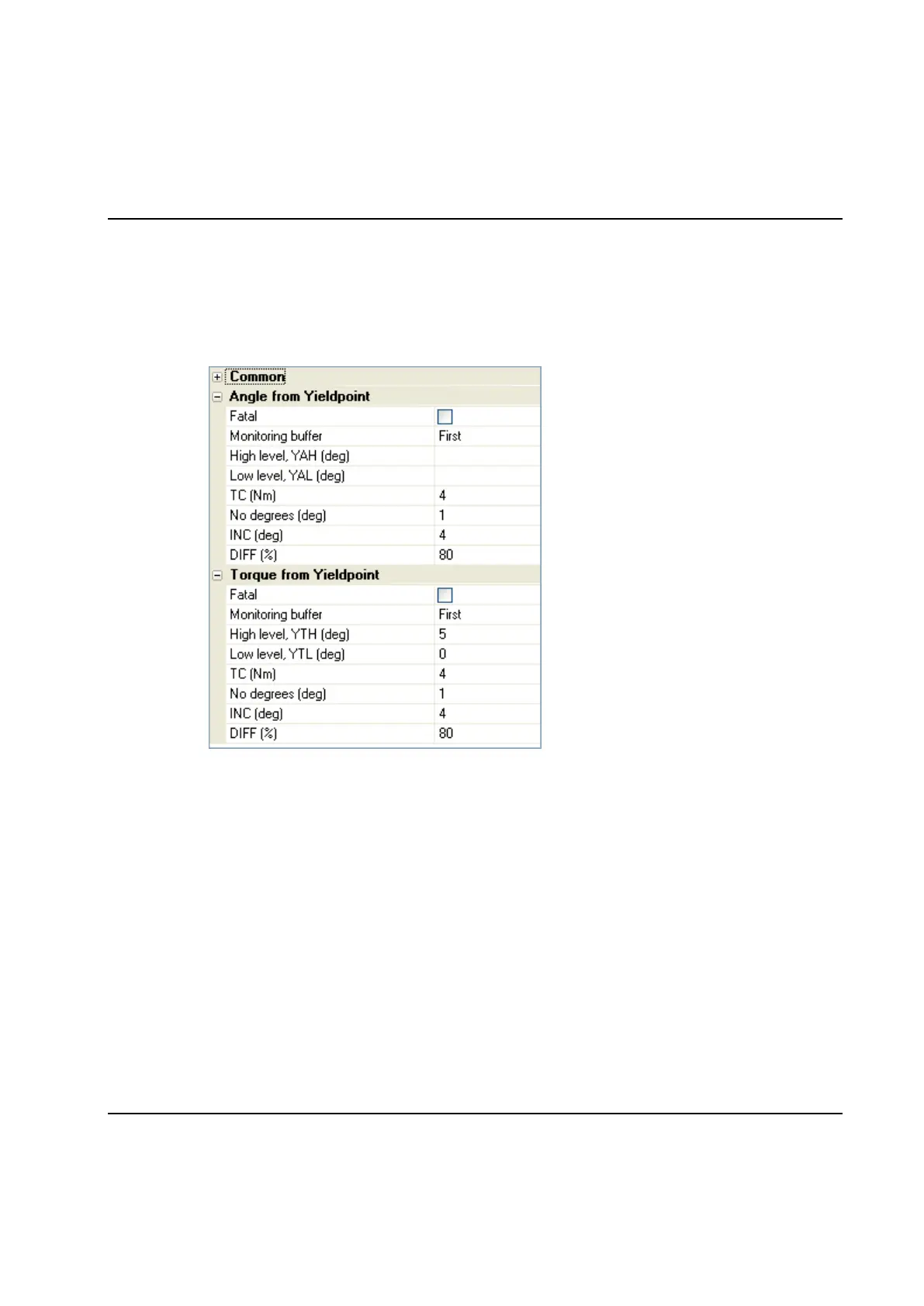
User Interface:
Parameters: TC, NOS, INC, DIFF, Torque check Active, Torque check Fatal, YTH, YTL, Angle check
Active, Angle check Fatal, YAH, YAL
Function: Search for Yield point starts when the torque value has reached the trig level TC. From this
point the average torque is measured over NOS degrees (T
NOS
). This procedure is repeated
after each INC degrees.
When three or more T
NOS
values have been measure (that is after 3 NOS + 2 INC) the
difference in average torque, T
DIFF
(k), is calculated as
T
DIFF
(k) = T
NOS
(k) - T
NOS
(k – 2 )
This value corresponds to the current torque rate. Also, every time T
DIFF
is calculated its
maximum value, MaxT
DIFF
, is updated
MaxT
DIFF
(k) = MAX(T
DIFF
(k), MaxT
DIFF
(k – 1))
The yield point is considered reached when T
DIFF
(k) < MaxT
DIFF
(k) * DIFF / 100

 Loading...
Loading...








