Peripheral Devices
9836 3521 01 467
8.11.4.8 SSE
In this station type there are no TMU, instead the PN or KN is decoded to get the mode number.
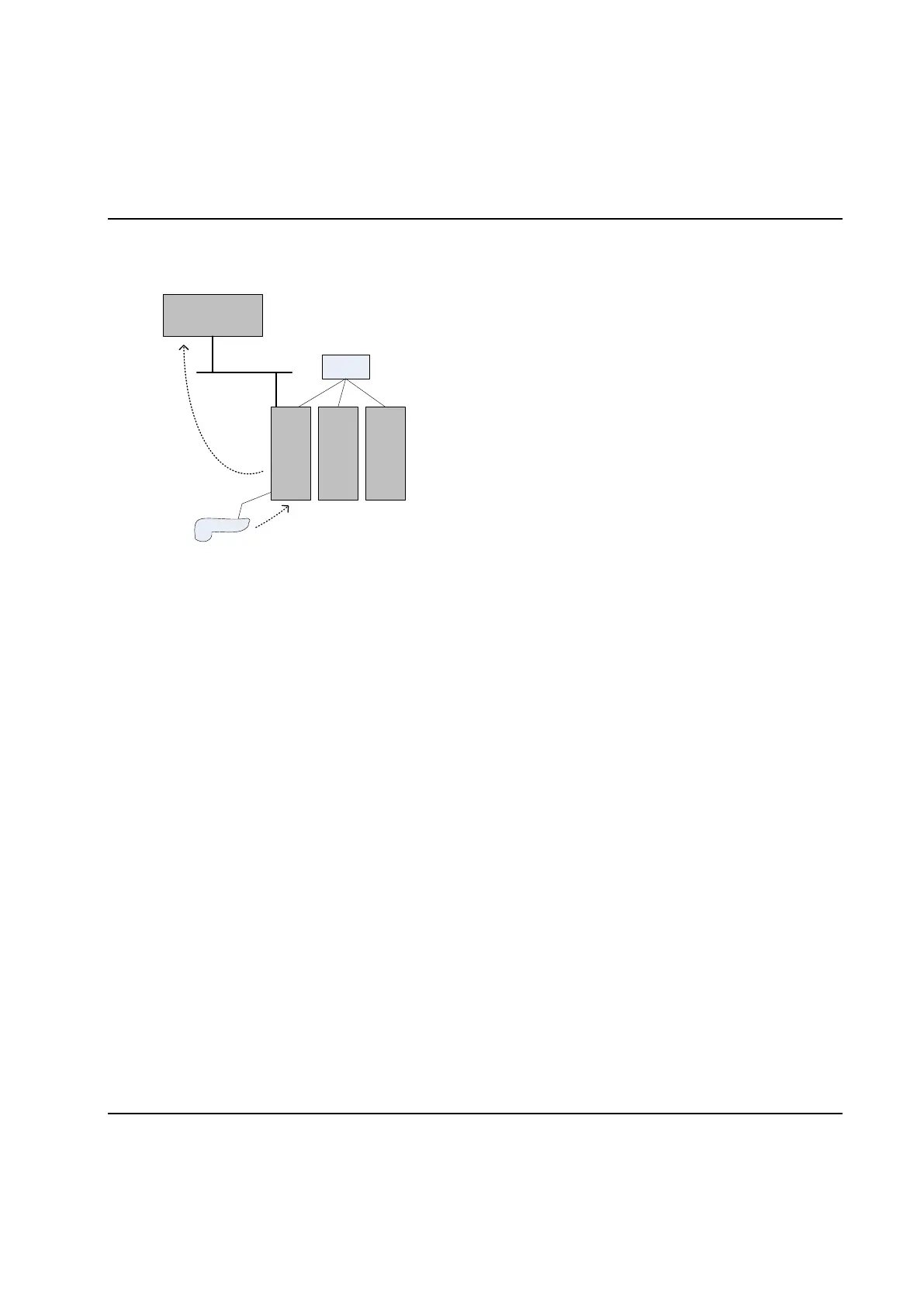
PLUS
Ethernet
1) PN or KN
3) Cycle data
TC
2
Switch
TC
3
TC
1
Barcode
scanner
Workflow
1. The PN or KN number is read by the barcode scanner and sent to the TC.
2. The TC converts the PN or KN to a mode number and makes the tightening.
3. When the tightening is finished the cycle data is sent to PLUS.
PLC program
The PowerMACS PLC program will be very similar to the program used in the SAW station.
1. The barcode is scanned and the value is put in CURRIDSTRING in the PowerMACS PLC.
2. The PowerMACS PLC copies the value in CURRIDSTRING to PLUS_BARCODE and sends a
positive edge to PLUS_GETTMU.
3. Since Station type is SSE nothing is sent to PLUS. Instead the value written in PLUS_BARCODE
is directly copied to CURRIDSTRING with a “PN” or “KN” added as prefix.
The string in PLUS_BARCODE is also sent to the conversion table for the device and the result is
placed in PLUS_MODE.
4. PLUS_MODE is copied to MODE by the PowerMACS PLC. This mode is started and
CURRIDSTRING will be included as Wp. Id in the cycle data.

 Loading...
Loading...








