ENGINE
@
'.
10
9
Inspection
The
following procedure requires the use of
h
ig
h
ly
specialized and expensive measuring
instruments. If such equipment
is
nOl
readily
available. have the measurements performed by a
dealer
or
qualified machine shop.
\.
Soak with solvent any o
ld
cylinder head gasket
material
IcC!
on the cylinder (Figu
re
156). If
necessary usc a broad-tipped (filII chisel and gently
scrape
off
all gasket residue. Do
nOI
gouge the
scaling surface as o
il
leaks will resulL
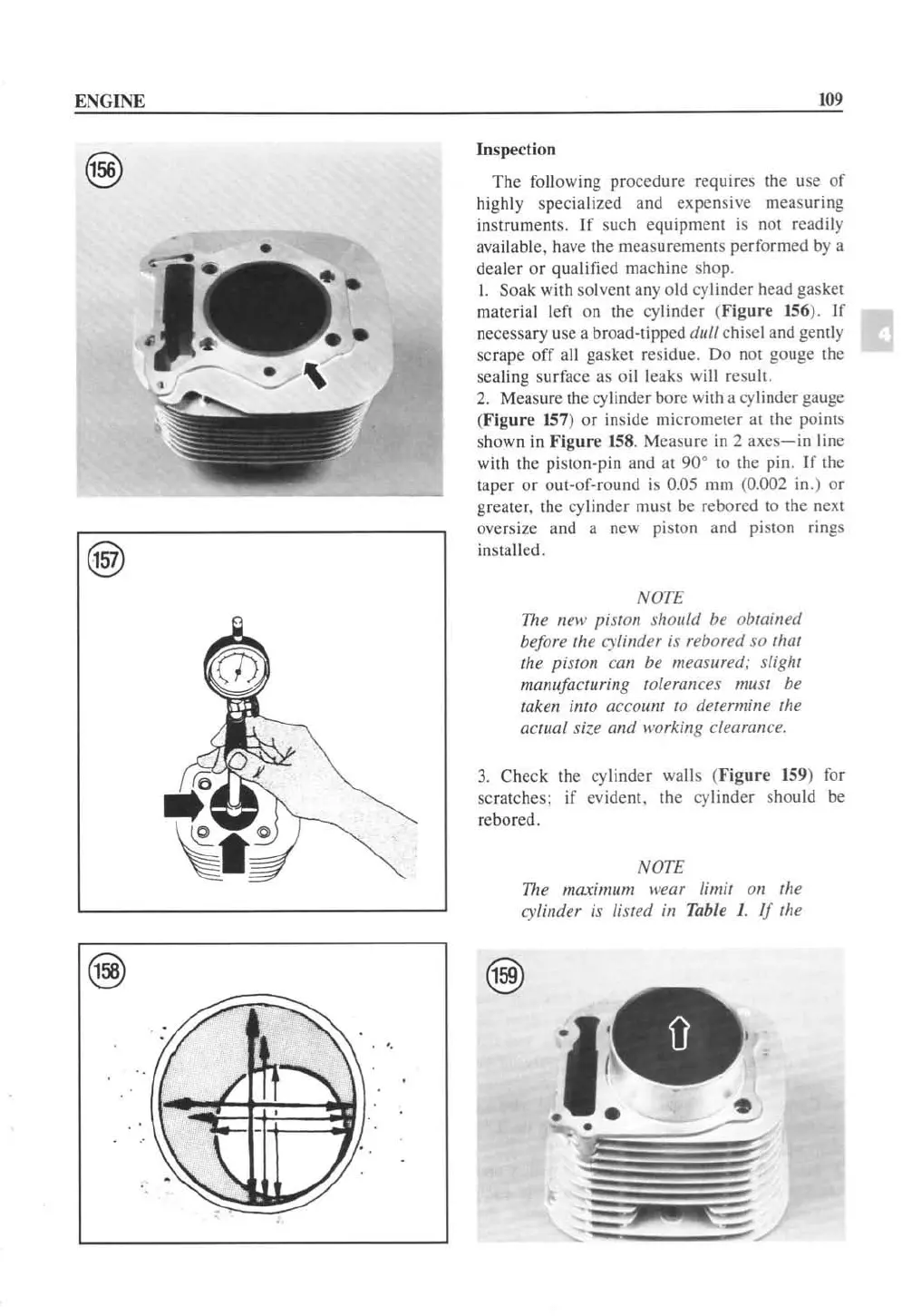
2.
Measure the
cy
linder bore with a cylinder gauge
(
Figure
157
) or inside micrometer al the points
shown
in
Fig
ure
158. Measure
in
2
axes-in
line
with the piston-pin and at
90
° to the pin. If the
taper
or
out-of-round is 0.05
mm
(0.002 in.) or
greater. the cylinder must be rebored to the next
oversize and a new piston and piston rings
installed.
NOTE
The
new pisto/l shollld be
obra
ined
before
,he
£.)'Ii
llli
er is rebornl so ,hm
the piston can be measllred: slight
manufactllring tolerances must be
raken
illto account
to
determine the
actllal size and working clearance.
3.
Check the
cy
linder walls (Fig
ur
e 159)
ro
r
scratches; ir evident. the
cy
linder should be
rebored.
NOTE
The
mluimulII wear limit
Oil
the
cylinder
is listed
in
Table
1.
If
the
 Loading...
Loading...







