$XWRPDWLFVHUYRWXQLQJ
127(7KHFRUUHFWWXQLQJRIWKHD[HVIRUWKHSDWK
LQWHUSRODWLRQUHTXLUHVDGGLWLRQDOPHDVXUHVDIWHU
FRPSOHWLQJWKHDXWRPDWLFWXQLQJRIDOOD[HV
)XUWKHUGHWDLOVLQWKHORJ
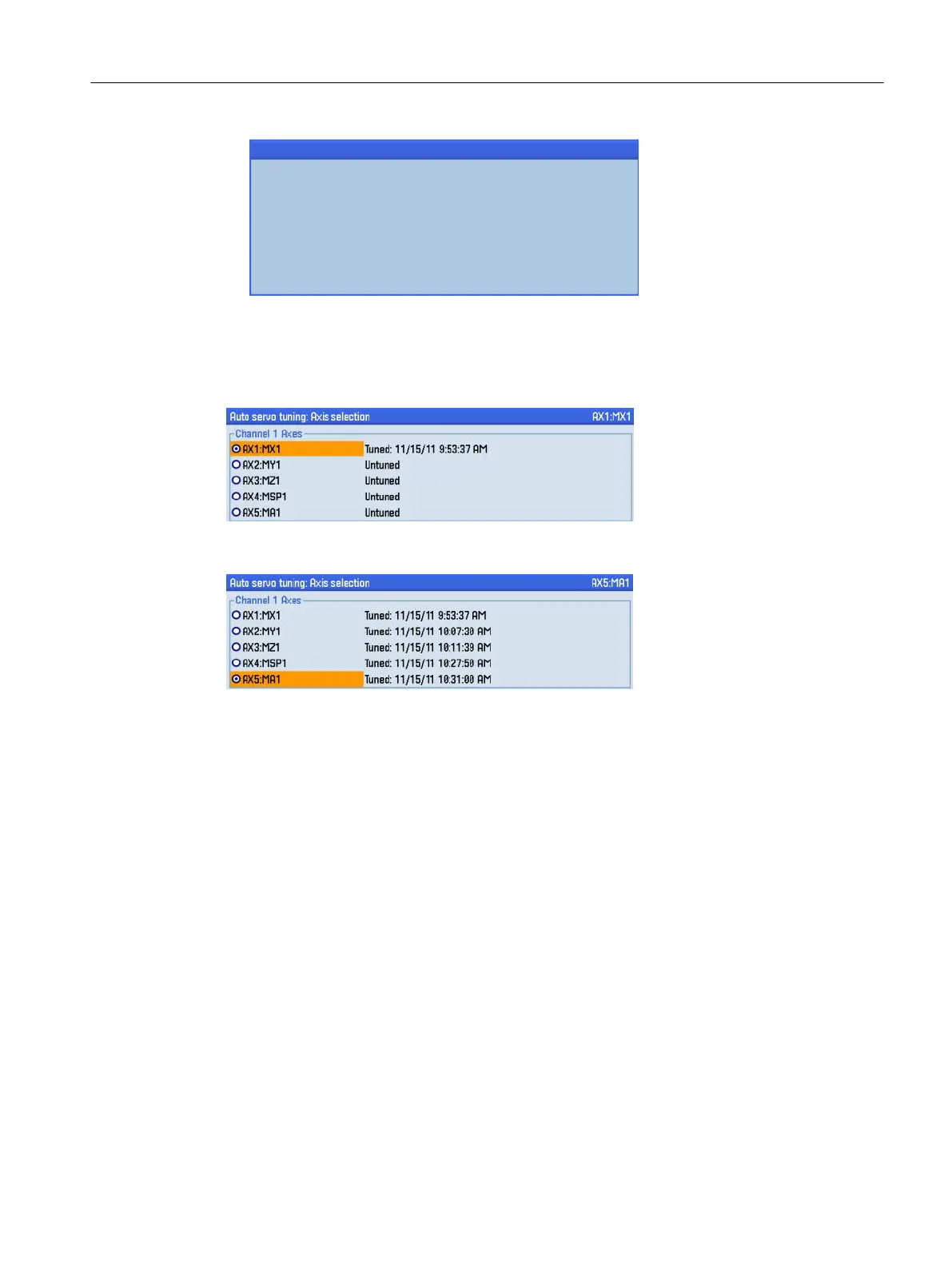
Tuning result
The date and time of the tuning are then output:
The other axes are also tuned in the same manner:
6.2.4 This is how you start path interpolation
Introduction
Interpolation means that the axes to perform the contour must exhibit the same trailing error.
After the tuning of the individual axes, they have different control settings that are optimum
only for the associated
axis. To ensure a consistent trailing error, the control settings must be
adapted so they correspond to the axis with the slowest response. This includes the servo
gain factor and the feedforward control type.
Strategy selection for the interpolation
You specify the strategy for the path interpolation here:
Default setting "1105: Path tuning with dynamic adaptation filter (recommended)
Tuning
6.2 Automatic servo optimization
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 179

 Loading...
Loading...














