7.5.6 Technology cycles for turning
Thread-cutting (CYCLE99)
To correctly machine the thread, it is necessary to set the machine data MD52207
$MCS_AXIS_USAGE_ATTRIB[n] with bit 3, see Chapter: Setting up a counterspindle
(Page 111).
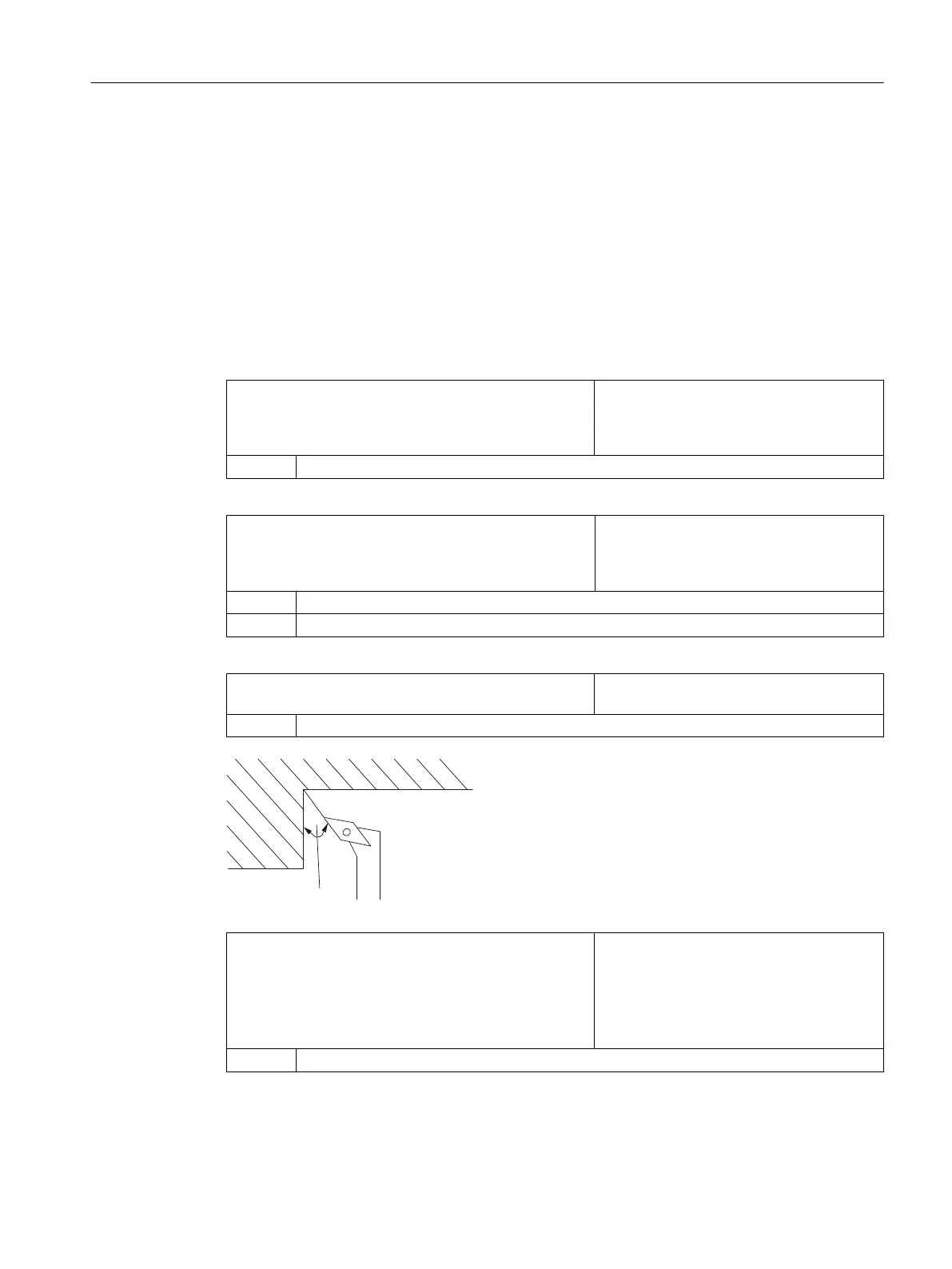
Contour groovingCYCLE930,
contour turning CYCLE950, stock removal at corner CYCLE951, contour
turning CYCLE952
SD55500 $SCS_TURN_FIN_FEED_PERCENT Enter the finishing feedrate for complete ma‐
chining,
roughing
and
finishing.
The percent‐
age of the value corresponds to that entered
under parameter F (feedrate).
= 100 100% finishing feedrate
SD55510 $SCS_TURN_GROOVE_DWELL_TIME Dwell time, which is necessary between
grooving and retracting for
grooving technol‐
ogy. Tool clearance time during grooving at
the base.
= > 0 Dwell time in seconds
= < 0 Dwell time in spindle revolutions
SD55580 $SCS_TURN_CONT_RELEASE_ANGLE Angle, through which the tool is lifted from
the contour for contour turning, roughing.
= 45 Retraction angle of 45 degrees
SD55581 $SCS_TURN_CONT_RELEASE_DIST Amount, by which the tool is lifted when
roughing a contour taking into account the
retraction angle SD55580
$SCS_TURN_CONT_RELEASE_ANGLE.
This also applies to
stock removal, grooving
and plunge turning.
= 1 1 mm or 1 inch retraction distance
Configuring cycles
7.5 Turning
SINUMERIK Operate
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 115

 Loading...
Loading...














