9.2 Machine data for the tool management
Machine data (default setting)
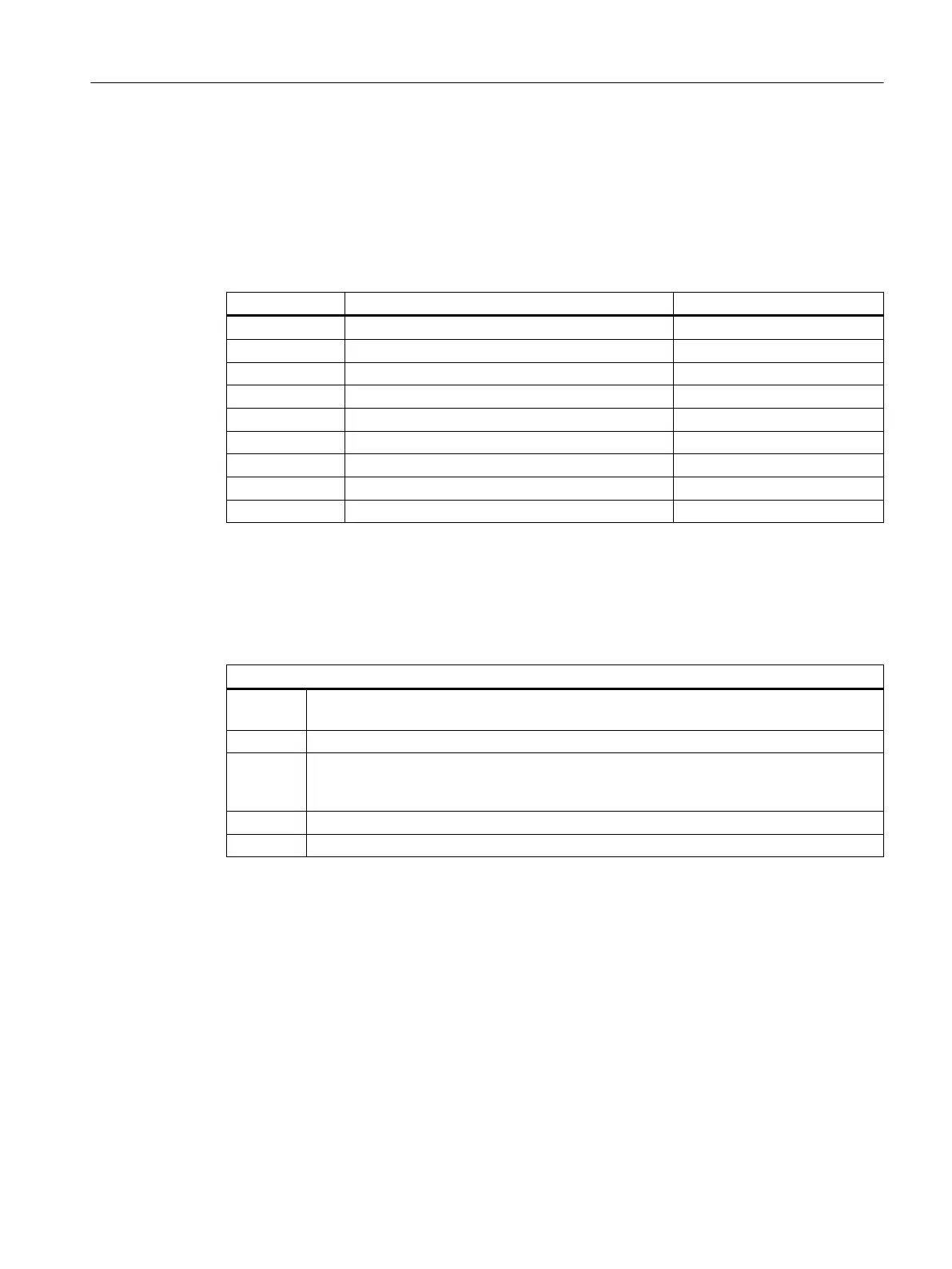
The following machine data has already been preset for tool management or will be set with
"default data" during booting: These settings can be changed as necessary.
Number Name Default
MD10715[0] $MN_M_NO_FCT_CYCLE 6
MD10716[0] $MN_M_NO_FCT_CYCLE_NAME L6
MD10717 $MN_T_NO_FCT_CYCLE_NAME TCHANGE
MD17500 $MN_MAXNUM_REPLACEMENT_TOOLS 1
MD20124 $MC_TOOL_MANAGEMENT_TOOLHOLDER 1
MD20310 $MC_TOOL_MANAGEMENT_MASK 181400F/180400F
MD22550 $MC_TOOL_CHANGE_MODE 0 / 1
MD22560 $MC_TOOL_CHANGE_MCODE 206
MD22562 $MC_TOOL_CHANGE_ERROR_MODE 0 (for manual tool)
MD20270: $MC_CUTTING_EDGE_DEFAULT
Basic setting of tool cutting edge without programming (DWORD): If no cutting edge is
programmed after a tool change, the cutting edge number set in
$MC_CUTTING_EDGE_DEFAULT is used.
MD20270: $MC_CUTTING_EDGE_DEFAULT
> 0 Number of the cutting edge that is selected with M206 Cutting edge selection is also active
if followed by D programming.
= 1 Default setting
= 0 No cutting edge is initially active after a tool change. Any tool offset active before tool
change
is
deselected
(corresponds
to D0!). Cutting edge selection only active with D pro‐
gramming.
= -1 Tool edge number of old tool also applies to new tool.
= -2 Tool edge offset of old tool remains active until D is programmed.
The setting in MD20270 affects the block preparation of the NC. To prevent preprocessing
stop from occurring when the tool change command is called until it is acknowledged again,
perform NC functions without
tool offset in the tool change subprogram, for example, traversing
axes or output of auxiliary functions.
Example: MD20270: $MC_CUTTING_EDGE_DEFAULT= 0 or = -2
After the tool change command M206, the axes can continue travel without having to wait for
the tool change acknowledgment and execute traversing blocks without tool compensation.
Travel only stops in a block with compensation selected (D no.) until end of tool change is
signaled by the PLC.
Tool management
9.2 Machine data for the tool management
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 259

 Loading...
Loading...














