9.4.3 Acknowledgment states
Acknowledgment states and their meaning:
The status indicated by
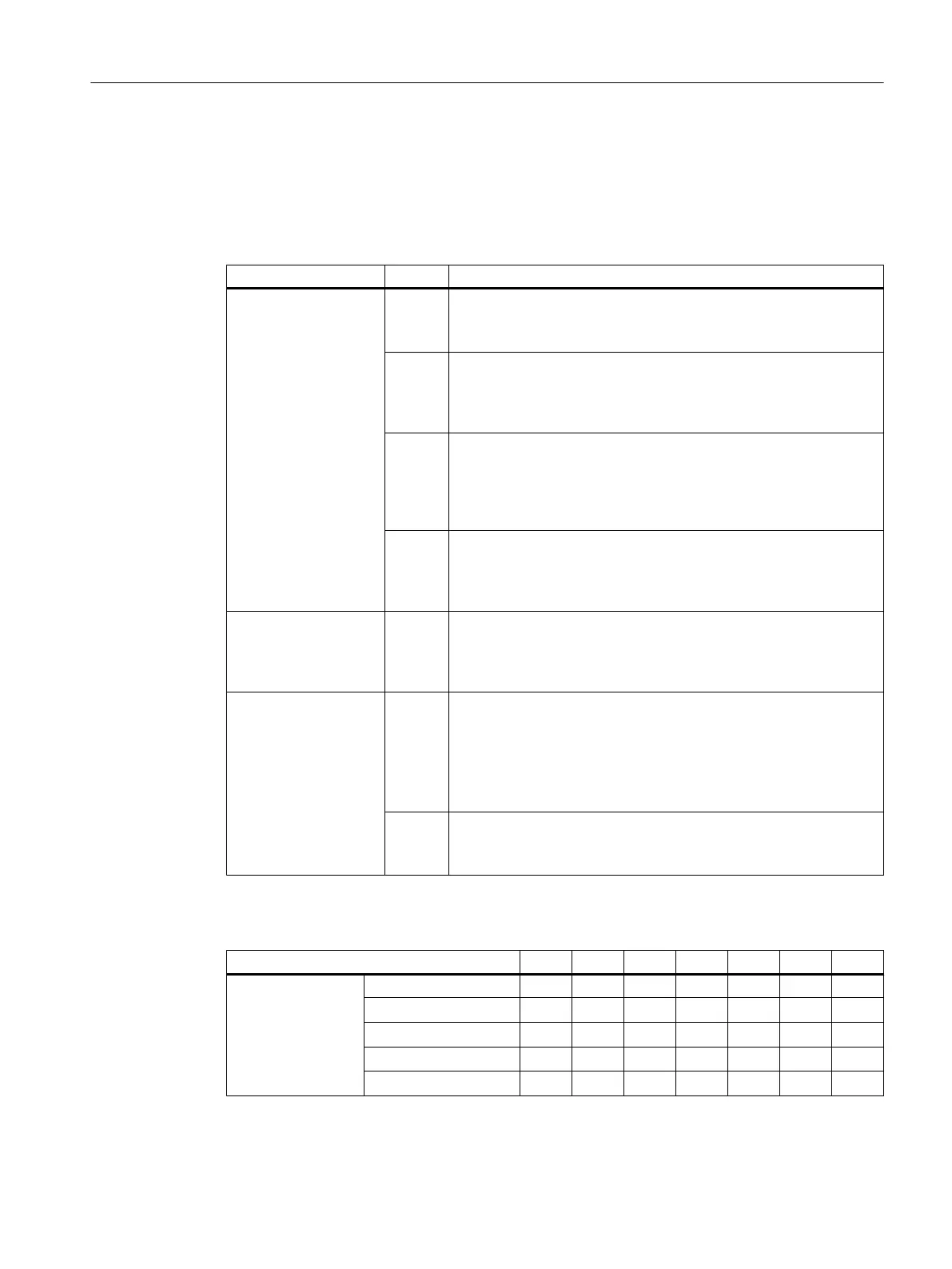
the respective type of acknowledgment is shown in the following table:
Acknowledgment Meaning
Synchronous end ac‐
knowledgment
1 Job finished at the specified position:
The tools are in the positions specified. The part program can be
continued.
3 Job canceled:
The job is canceled,
previously acknowledged tool position changes
will be kept. The cancel command itself does not trigger any position
acknowledgments or changes in the tool management.
7 Repeat "prepare tool change" job:
The tool change was informed of a new tool position in advance.
The "prepare tool change"
job is to be recalculated with this position.
This is permissible only for preparation commands which have not
yet been acknowledged.
99 Total acknowledgment: Job complete, all positions reached.
All the tools concerned
are in the positions specified in the job. The
part program can be continued. All target positions from the job
have been reached.
Synchronous inter‐
mediate acknowledg‐
ment
105 Intermediate position for tool:
The tools are moved from the source position specified in the job,
or from the last
acknowledged intermediate position, to the specified
target position.
Communicating an
asynchronous transfer
201 Communicate tool movement:
The tool is moved from the source position to the specified target
position. When moving from a location in a real magazine to an
intermediate buffer location, the
source location is reserved for the
tool.
Also observe MD20310, bit 24 (Page 259).
204 Communicate magazine position:
The magazine location is in the change/load/unload point of the
specified target location.
Overview of evaluated table parameters
Acknowledgment status 1 3 7 99 105 201 204
New tool Transfer step x ‑ ‑ ‑ x x x
● from magazine
‑ ‑ ‑ ‑ ‑ xx xx
● from location
‑ ‑ ‑ ‑ ‑ xx xx
● to magazine
xx ‑ ‑ ‑ xx xx zz
● to location
xx ‑ ‑ ‑ xx xx zz
Tool management
9.4 PLC Program Blocks
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 285

 Loading...
Loading...














