Displaying a graphic
To display the measurement result as a graphic, press the "Graphic" softkey.
6.6.3 Circularity test: Examples
The MD32400 $MC_AX_JERK_ENABLE axial jerk limitation is set via a time constant and is
always active.
Machine data for setpoint filter:
● MD32402 $MC_AX_JERK_MODE = Type 2 is recommended, type 1 is preset for
compatibility reasons. Parameterizing a pure band-stop filter is expressly not
recommended.
● MD32402 $MA_AX_JERK_MODE (filter type) and MD32410 $MA_AX_JERK_TIME > 0 is
effective only if MD32400 $MA_AX_JERK_ENABLE = 1 is set.
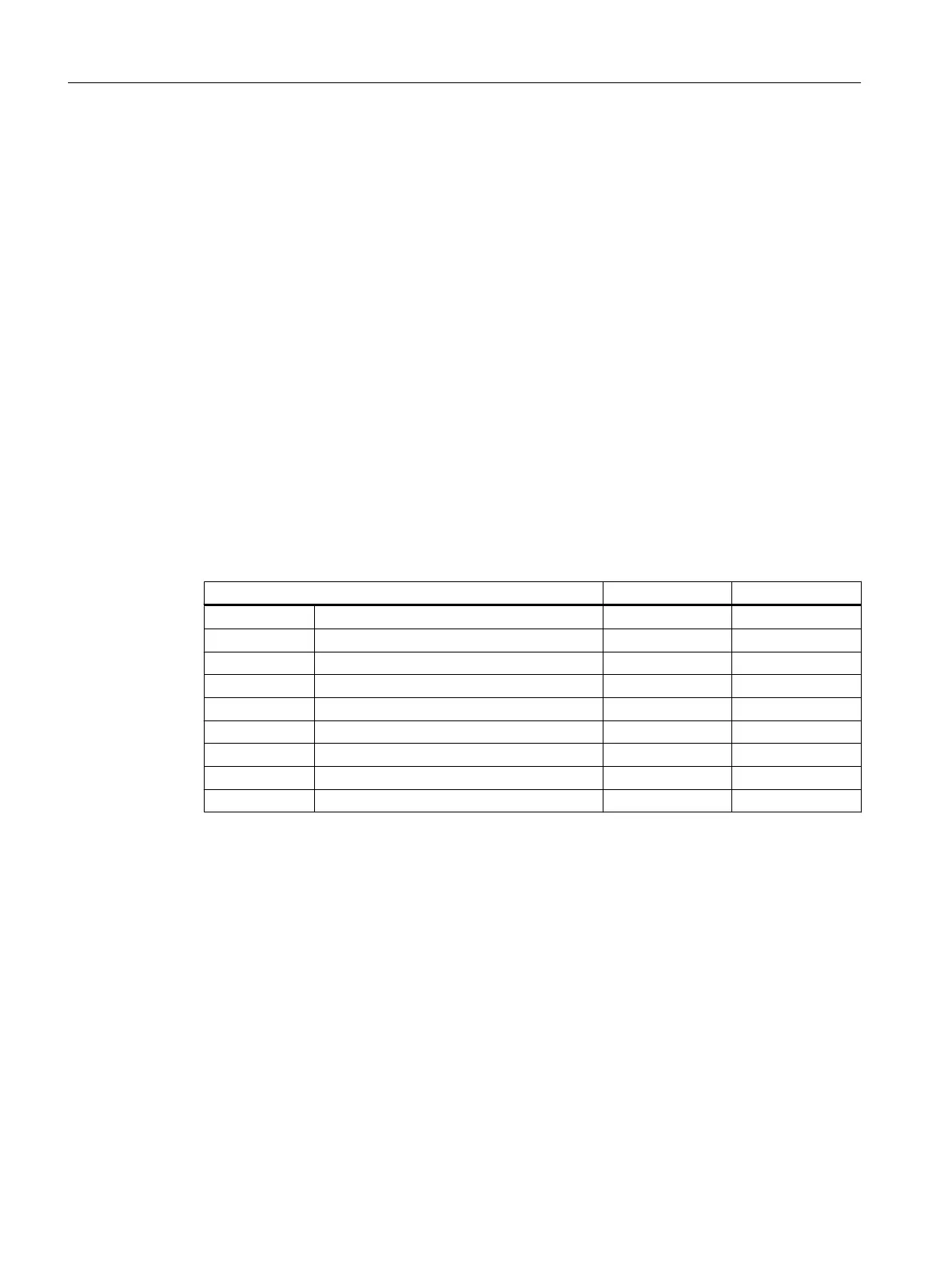
Example 1 for optimization
Machine data after optimization of the axes:
Parameters / machine data X axis Z axis
MD32200
$MC_POSCTRL_GAIN 8.500 8.500
p1460 SPEEDCTRL_GAIN1 3.01 3.89
p1462 SPEEDCTRL_INTEGRATOR_TIME_1 6.18 6.18
p1463 SPEEDCTRL_REF_MODEL_FREQ 106.3 106.3
p1440 NUM_SPEED_FILTERS 0 0
MD32610 $MC_VELO_FFW_WEIGHT 1.0 1.0
MD32620 $MC_FFW_MODE 4 4
MD32810 $MC_EQUIV_SPEEDCTRL_TIME 0.0022 0.0022
MD32400 $MC_AX_JERK_ENABLE 0 0
The actual value of the radius is generally too large with optimized feed precontrol. This can
be corrected with the MD32410 $MC_AX_JERK_TIME time constant. Use a time constant in
all axes if required.
Tuning
6.6 Circularity test
CNC commissioning
208 Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3

 Loading...
Loading...














