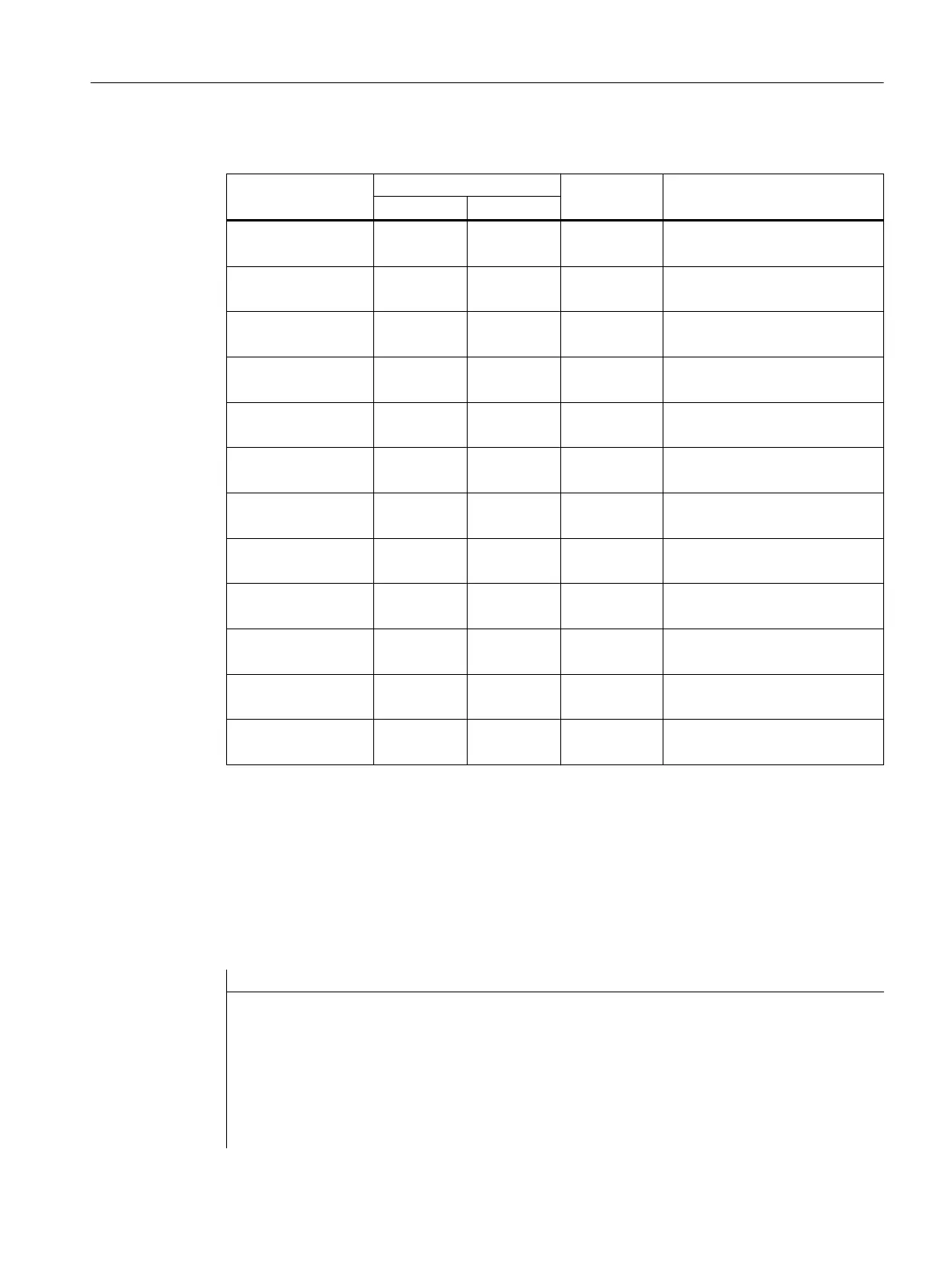
Acknowledgment step table
Acknowledgment
step
Transfer step Acknowledg‐
ment status
Comment
Old tool New tool
1
DB9902.DBW0
0 0 1 End acknowledgment,
Step ④ and ⑧
2
DB9902.DBW4
0 0 3 Cancel order
3
DB9902.DBW8
0 0 105 Intermediate acknowledgment
for subsequent order, Step ④
4
DB9902.DBW12
101 0 204 Variable magazine location to
changing point
5
DB9902.DBW16
1 2 105 Intermediate acknowledgment
Step ⑥
6
DB9902.DBW20
0 5 105 Intermediate acknowledgment
Step ③
7
DB9902.DBW24
3 4 105 Intermediate acknowledgment
Step ⑦
8
DB9902.DBW28
0 2 105 Intermediate acknowledgment
Step ⑨
9
DB9902.DBW32
0 4 105 Intermediate acknowledgment
Step ⑩
10
DB9902.DBW36
1 0 105 Intermediate acknowledgment
Step ⑬
11
DB9902.DBW40
3 0 105 Intermediate acknowledgment
Step ⑭
12
DB9902.DBW44
-- -- --
Note: The step numbers ① ... ⑭ refer to the flow chart in Chapter Flow chart: Tool change
(Page 321)
9.8.4
Example: Tool change cycle for milling machine
Sample program
PROC L6 SAVE DISPLOF
;----------------------------------------------------------------
; Example of a tool change cycle for machine manufacturers
;----------------------------------------------------------------
DEF INT _WZ_IN_SP,_WZ_VOR
DEF REAL _SPP= ...
;
; spindle position
Tool management
9.8 Application example for milling machine
CNC commissioning
Commissioning Manual, 10/2015, 6FC5397-3DP40-5BA3 331

 Loading...
Loading...














