Teach-in | Turning cycles
5
HEIDENHAIN | MANUALplus 620 | User's Manual | 12/2017
231
Cutting, longitudinal, ICP contour-parallel
Select Roughing cycles lon/trans
Select ICP-long.parallel contour
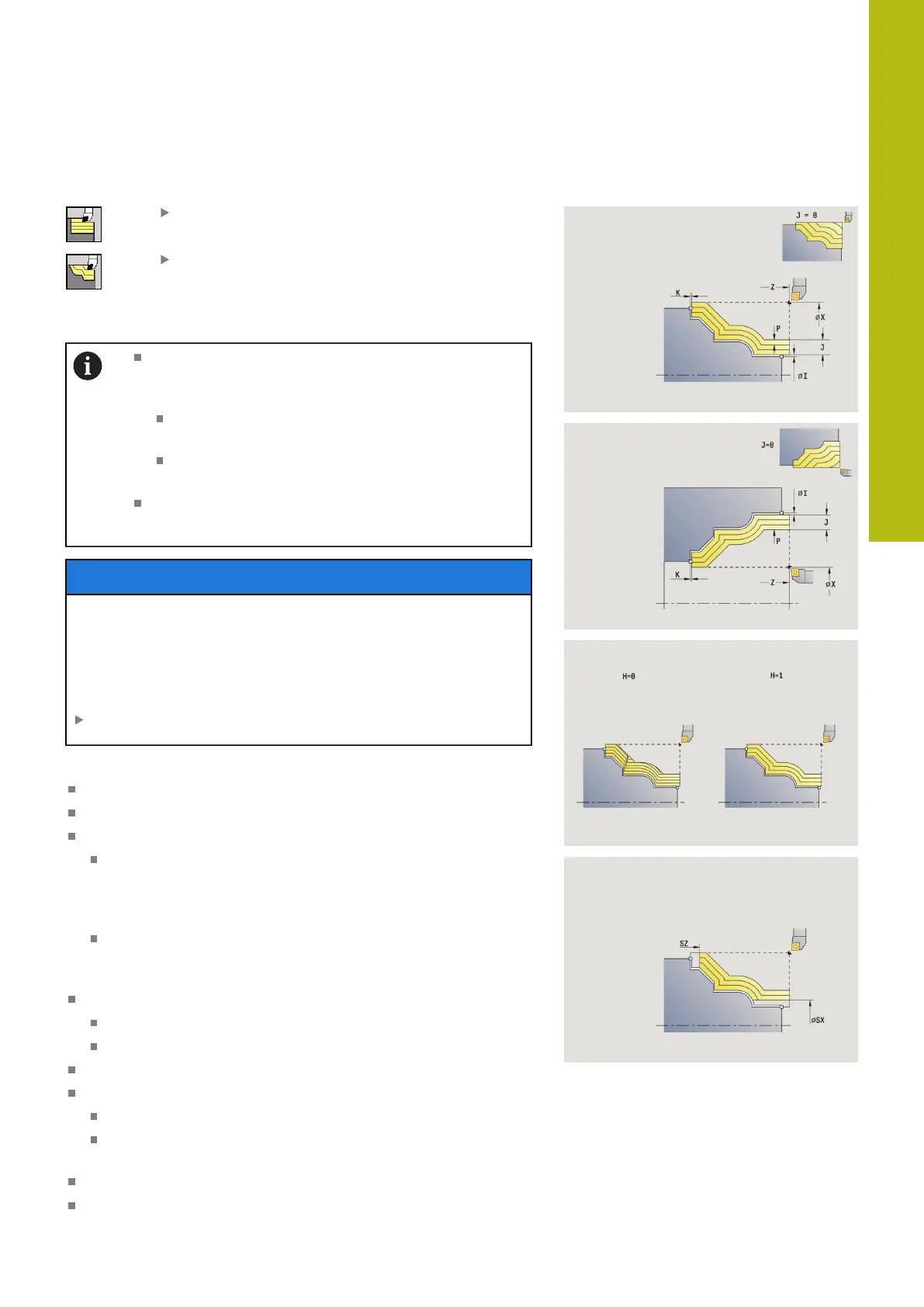
The cycle roughs the defined area on contour-parallel paths.
The cycle roughs contour parallel depending on the
Workpiece blank oversize J and the Type of cut
lines H:
J = 0: The area defined by X, Z and the ICP
contour, taking the oversizes into account
J > 0: The area defined by the ICP contour (plus
oversizes) and the Workpiece blank oversize J
The tool plunges with the maximum possible angle,
leaving material remaining
NOTICE
Danger of collision!
If Workpiece blank oversize J is > 0, the control does not
check whether the programmed Feed depth P is possible with
the current cutting geometry in the transverse and longitudinal
directions. There is danger of collision during machining!
Select a Feed depth P that fits the current cutting geometry
Cycle parameters:
X, Z: Start point
FK: No. of ICP finished part – name of contour to be machined
P: Feed depth (is determined taking J into account)
J = 0: P is the maximum infeed depth.
The cycle reduces the infeed depth if the programmed
infeed is not possible in the transverse or longitudinal
direction due to the cutting geometry.
J > 0: P is the infeed depth.
This infeed is used in the longitudinal and transverse
directions.
H: Type of cut lines – The cycle machines
0: Constant mach.depth
1: Equidistant cut lines
I, K: O-size X and Z
J: Workpiece blank oversize
J = 0: The cycle machines from the current tool position
J > 0: The cycle machines the area defined by the workpiece
blank oversize
HR: Main machining direction
SX, SZ: Cutting limit in X and Z
Further information: "Cutting limits SX, SZ", Page 180

 Loading...
Loading...


