Teach-in | Turning cycles
5
HEIDENHAIN | MANUALplus 620 | User's Manual | 12/2017
239
Cutting, transverse, ICP contour-parallel, finishing
Select Roughing cycles lon/trans
Select ICP transv. parallel contour
Press the Finishing run soft key
The cycle finishes the contour area defined by the ICP contour.
When the cycle is completed, the tool remains at the cycle end
position.
The tool plunges with the maximum possible angle,
leaving material remaining.
Cycle parameters:
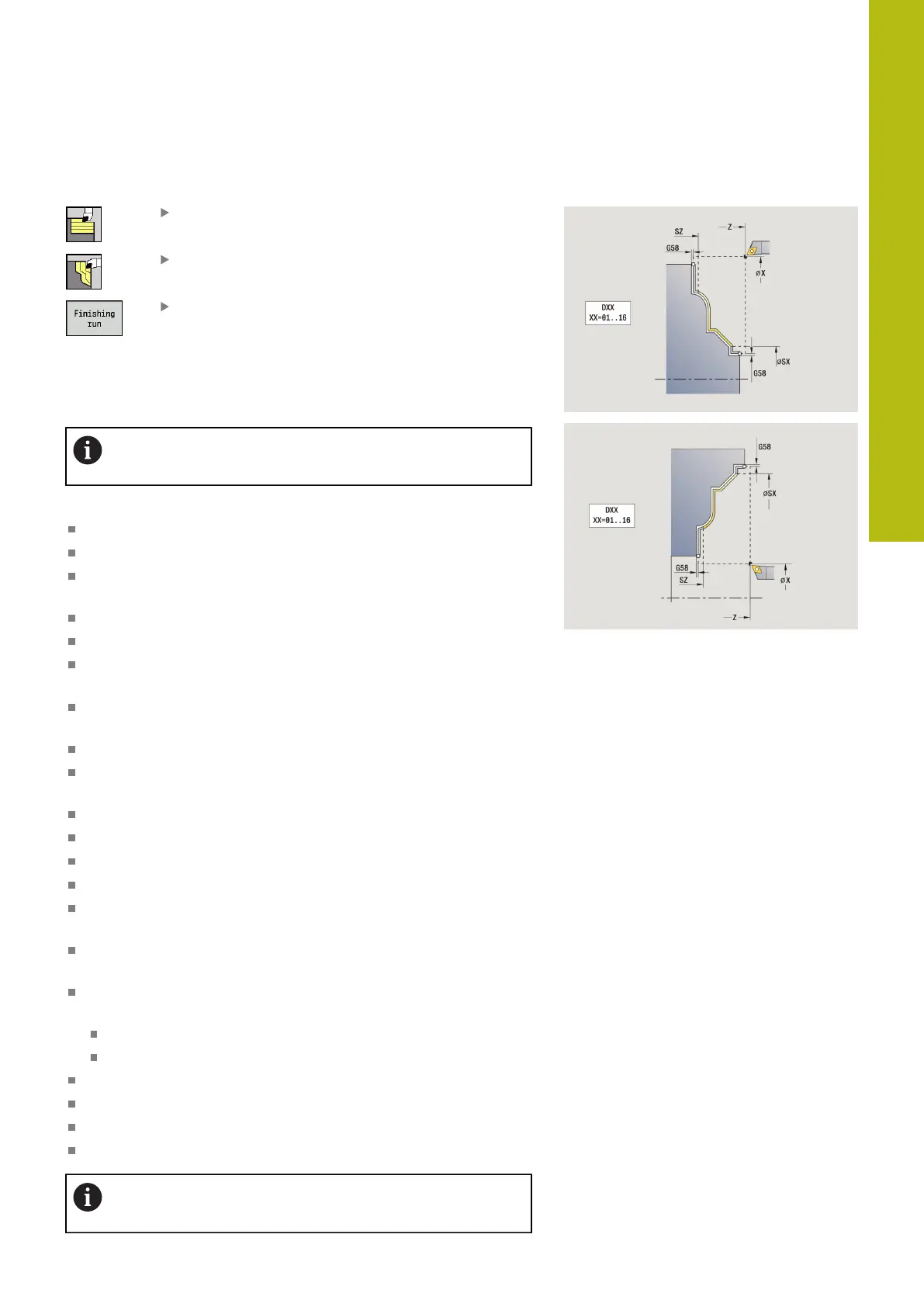
X, Z: Start point
FK: No. of ICP finished part – name of contour to be machined
DXX: Add. correction number (range: 1 to 16)
Further information: "Additive compensation Dxx", Page 180
G58: Contour-parallel oversize
DI, DK: Oversize X and Z axis-parallel
SX, SZ: Cutting limit in X and Z
Further information: "Cutting limits SX, SZ", Page 180
G47: Safety clearance
Further information: "Safety clearance G47", Page 180
T: Tool number – turret pocket number
G14: Tool change point
Further information: "Tool change point G14", Page 180
ID: ID no.
S: Cutting speed or Constant speed
F: Feed per revolution
MT: M after T: M function that is executed after the tool call T
MFS: M at beginning: M function that is executed at the
beginning of the machining step
MFE: M at end: M function that is executed at the end of the
machining step
WP: No. of spindle – Displays which workpiece spindle is used
to execute the cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining
BW: Angle in the B axis (machine-dependent)
CW: Reverse the tool (machine-dependent)
HC: Shoe brake (machine-dependent)
DF: Miscellaneous function (machine-dependent)
Type of machining for technology database access:
Finishing

 Loading...
Loading...


