Teach-in | Recessing cycles
5
HEIDENHAIN | MANUALplus 620 | User's Manual | 12/2017
279
Recess turning
The recess turning cycles machine by alternate recessing and
roughing movements. The machining process requires a minimum
of retraction and infeed movements.
To influence recess-turning operations, use the following
parameters:
O: Recessing feed – Feed rate for recessing movement
U: Unidir. turning – You can perform a unidirectional or
bidirectional turning operation
B: Offset width – After the second infeed movement, during the
transition from turning to recessing, the path to be machined is
reduced by the Offset width. Each time the system switches
from turning to recessing on this side, the path is reduced by
the offset width—in addition to the previous offset. The total
offset is limited to 80 % of the effective cutting width (effective
cutting width = cutting width – 2*cutting radius). If required, the
control reduces the programmed Offset width. After precutting,
the remaining material is removed with a single cut
RB: Depth compens. – Depending on factors such as workpiece
material or feed rate, the tool tip is displaced during a turning
operation. The resulting infeed error can be compensated with
Depth compens. during finishing, expanded. The Depth
compens. factor is usually determined empirically
These cycles require the use of recess-turning tools.
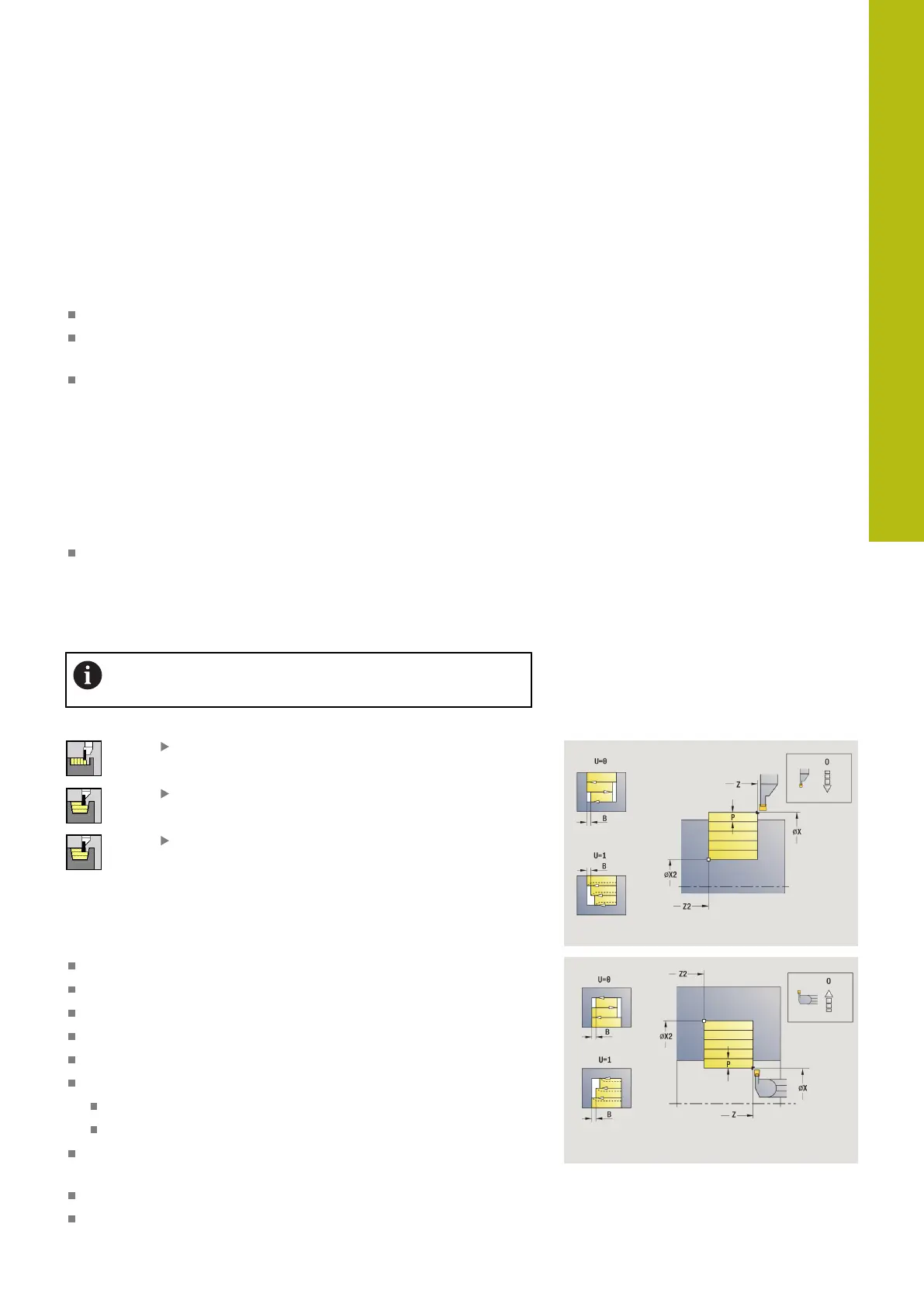
Radial recess turning
Select Recessing cycle
Select Recess turning
Select Radial recess turning
The cycle machines the rectangle described by the Start point and
the End point contour.
Cycle parameters:
X, Z: Start point
X2, Z2: End point contour
P: Feed depth – Maximum infeed depth
O: Recessing feed (default: active feed rate)
B: Offset width (default: 0)
U: Unidir. turning (default: 0)
0: Bidirectional
1: Unidirectional
G47: Safety clearance
Further information: "Safety clearance G47", Page 180
T: Tool number – turret pocket number
G14: Tool change point
Further information: "Tool change point G14", Page 180

 Loading...
Loading...


