Teach-in | Thread and undercut cycles
5
338
HEIDENHAIN | MANUALplus 620 | User's Manual | 12/2017
Undercut DIN 509 F
Select Thread cutting
Undercut DIN 509 F
Select the scope of the cycle:
Off: When the cycle is completed, the tool
remains at the cycle end position
On: The tool returns to the starting point
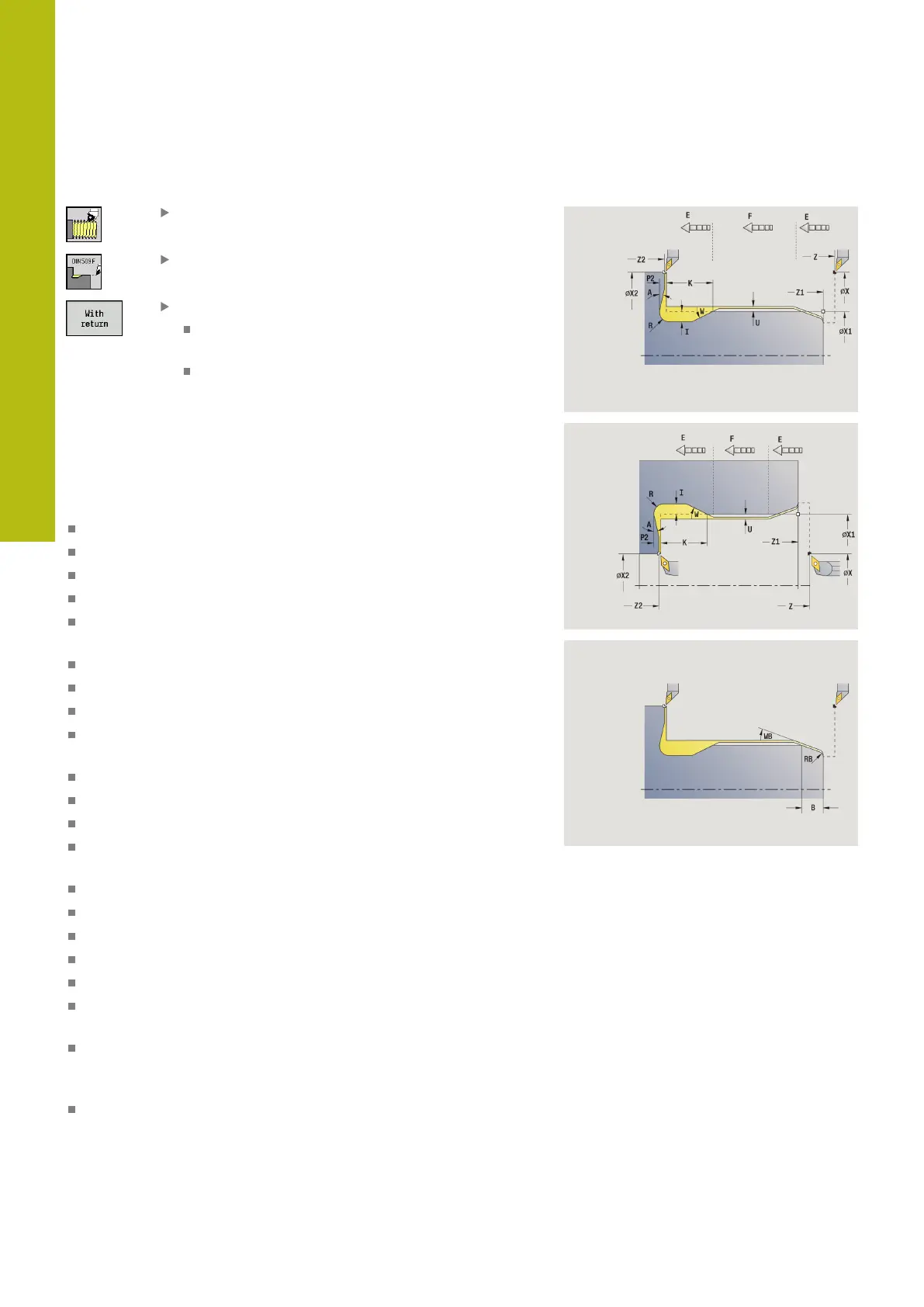
The cycle machines an Undercut DIN 509 F, a cylinder start
chamfer, then the adjoining cylinder, and finishes with the plane
surface. You can define a finishing oversize for the area of the
cylinder. The cylinder chamfer is executed when you enter at least
one of the parameters Cylinder 1st cut length or Cut-in radius.
Cycle parameters:
X, Z: Start point
X1, Z1: Start point cylinder
X2, Z2: End point transv.
U: Grind. overs. for the area of the cylinder (default: 0)
E: Reduced feed for the plunge cut and the thread chamfer
(default: Feed per revolution F)
I: Undercut depth (default: standard table)
K: Undercut length (default: standard table)
W: Undercut angle (default: standard table)
R: Undercut radius on both sides of the undercut (default: value
from standard table)
P2: Surf. depth (default: standard table)
A: Face angle (default: standard table)
T: Tool number – turret pocket number
G14: Tool change point
Further information: "Tool change point G14", Page 180
ID: ID no.
S: Cutting speed or Constant speed
F: Feed per revolution
B: Cylinder 1st cut length (default: no start chamfer)
WB: Cut-in angle (default: 45°)
RB: Cut-in radius (no input: no element, positive value: first cut
radius, negative value: chamfer)
G47: Safety clearance
Further information: "Safety clearance G47", Page 180 —
evaluated only if With return is active
MT: M after T: M function that is executed after the tool call T

 Loading...
Loading...


