Cylinders
Cylinder block test
1. Removing gasket residues.
Remove all gasket residues from the cylinder
block.
2. Cylinder block cleaning
Clean the cylinder block using a soft brush and
solvent.
3. Cylinder block upper surface check.
Check for any deformation of the head gasket con-
tact surface, using a precision scale and a thick-
ness gauge.
If unevenness exceeds the limit allowed, replace
the cylinder block.
Characteristic
Maximum unevenness:
0.10 mm
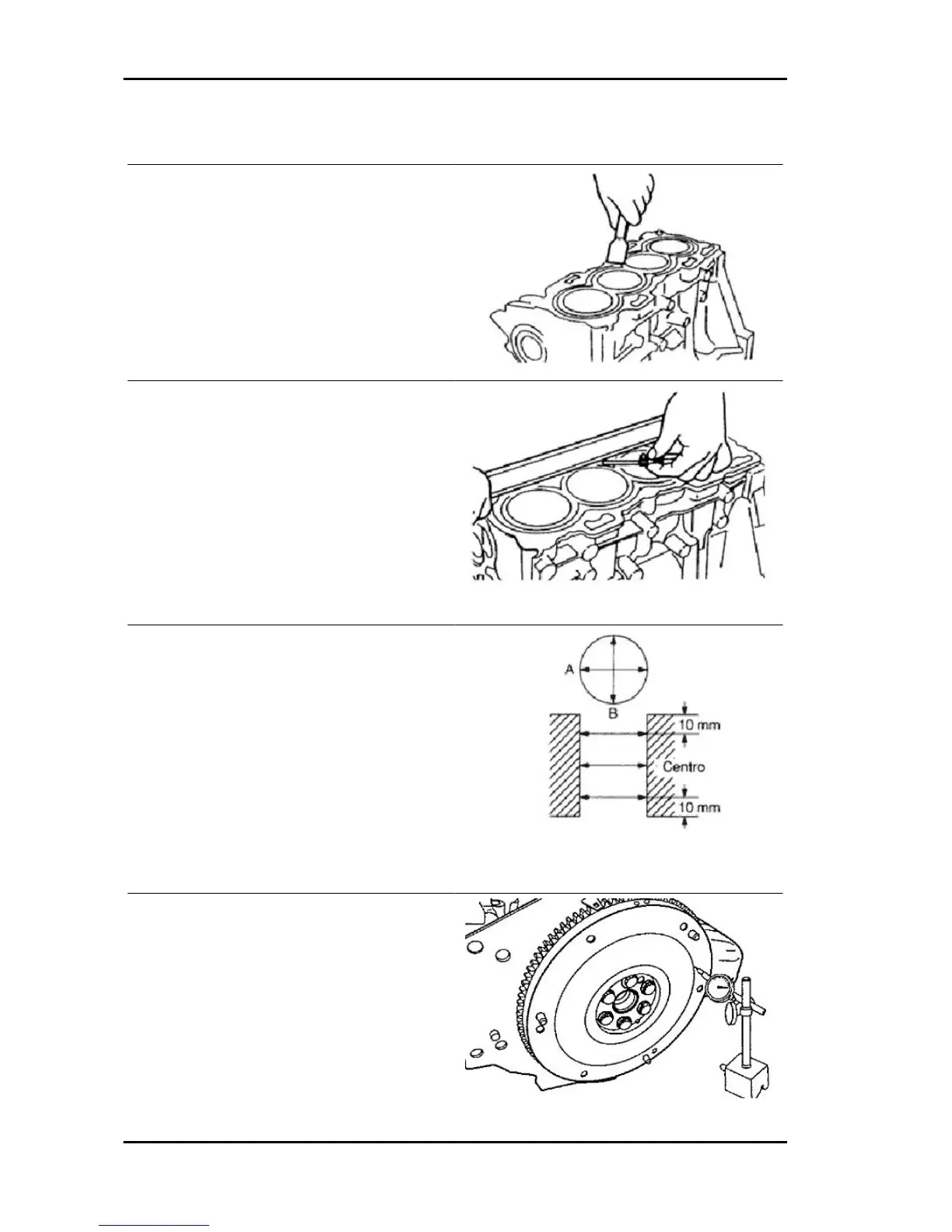
4. Cylinder check
Measure the diameter of each cylinder, at six
points a shown in the figure.
Make sure that the difference between the maxi-
mum and the minimum diameter of each cylinder
is within 0.1 mm. If the difference between the
maximum and the minimum value exceeds 0.1
mm, ream and/or grind the cylinder hole.
The grinding angle is 35° ± 5°. Surface roughness
is 1 - 4Z.
Reference:
The table indicated below identifies the cylinder
diameter when oversized pistons are used. Meas-
ure the oversized piston diameter. Continue with
the cylinder finishing according to the piston diam-
eter.
•
Measure the diameter of each cylinder
in the position shown in the figure. The
Engine PORTER 1.3 16V
EN - 310

 Loading...
Loading...