3. Grind the cylinder after the reaming.
•
Ream the cylinder, leaving a reaming tolerance of 0.02 mm.
•
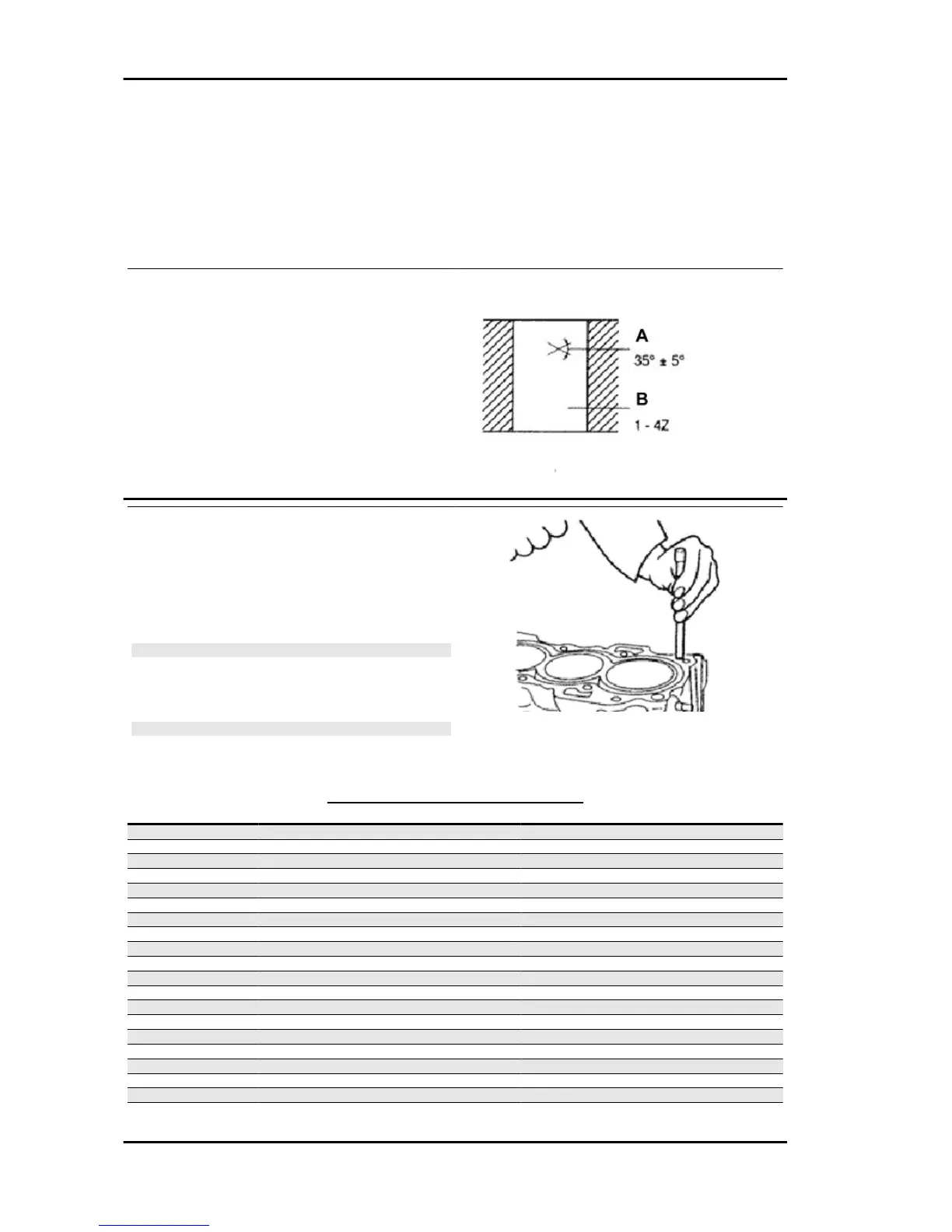
Grind the cylinder.
Grinding angle: 35° ± 5°
Degree of surface machining: 1 - 4Z
A = Grinding angle
B = Surface machining
Cylinder block replacement
1. Wash the cylinder block using solvent.
2. Insert the shutter on the oil delivery up to a 3.0
± 1.0 mm depth, measured from the upper surface
of the cylinder.
N.B.
- THE CYLINDER BLOCK IS PROVIDED TOGETHER WITH
THE PISTONS, AS A SINGLE KIT. THEREFORE, BE CARE-
FUL THAT EACH PISTON IS FITTED IN THE RELEVANT
CYLINDER.
N.B.
- TO INSERT THE PARALYSER, USE A 10 MM OUTSIDE
DIAMETER BUFFER.
CONNECTING ROD HEAD TYPES
Name
Description Dimensions Initials Quantity
Category 5 50.000 - 49.995 1
Category 5 49.994 - 49.989 2
Category 5 49.998 - 49.983 3
Category 5 49.982 - 49.976 4
Category 5 49.975 or less -
Category 6 50.000 - 49.995 2
Category 6 49.994 - 49.989 3
Category 6 49.998 - 49.983 4
Category 6 49.982 - 49.976 5
Category 6 49.975 or less -
Category 7 50.000 - 49.995 3
Category 7 49.994 - 49.989 4
Category 7 49.998 - 49.983 5
Category 7 49.982 - 49.976 6
Category 7 49.975 or less -
Category 8 50.000 - 49.995 4
Category 8 49.994 - 49.989 5
Category 8 49.998 - 49.983 6
Category 8 49.982 - 49.976 7
Category 8 49.975 or less -
Engine PORTER 1.3 16V
EN - 312

 Loading...
Loading...